


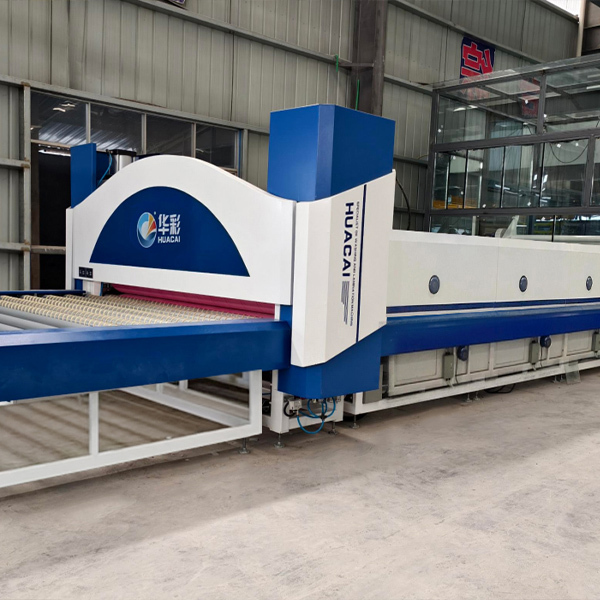
Производители оборудования для обработки гнутого стекла
Когда слышишь про производителей оборудования для обработки гнутого стекла, сразу представляются немецкие конвейеры с идеальной точностью. Но на деле половина таких заводов в Китае делает технику, где погрешность в 0,3 мм уже считается роскошью. Мы же с 2008 года через Шэньчжэнь Хуацай прошли путь от кустарных прессов до линий с ЧПУ, где каждый микрон просчитан.
Эволюция гибочных технологий
Помню наши первые опыты с моллированием в 2012 - тогда брали обычные керамические формы и грели их до 720°C. Стекло часто покрывалось 'апельсиновой коркой', особенно при толщине свыше 6 мм. Сейчас в Хуацай перешли на кварцевые формы с системой многоуровневого нагрева, но до сих пор для арочных конструкций выше R1500 рекомендуем добавлять этап отжига.
Кстати, многие недооценивают подготовку кромки перед гибкой. У нас был случай с заказом из Дубая - делали гнутые фасады для торгового центра, и именно микротрещины по кромке дали брак в 23% партии. Пришлось переделывать весь цикл шлифовки.
Современные производители оборудования для обработки гнутого стекла типа нашего Huacai Glass Machines уже ставят ИК-сканеры для контроля температуры по 9 зонам одновременно. Но даже это не спасает, если оператор неправильно выставляет скорость конвейера - как-то раз за смену испортили 12 стёкол стоимостью 800$ каждое именно из-за человеческого фактора.
Нюансы выбора конфигурации линии
Для архитектурного стекла до 12 мм мы обычно комбинируем горизонтальные печи с системой принудительного охлаждения. Но вот для автопрома - совсем другая история. Там нужны вертикальные установки с точностью позиционирования до 0,1°, иначе не добиться одинакового радиуса на всех деталях.
Часто клиенты просят 'универсальное решение', но в гнутом стекле это иллюзия. Один и тот же станок не сможет одинаково хорошо работать и с 3-мм закалённым стеклом для смартфонов, и с 19-мм триплексом для перил. Приходится объяснять, что лучше специализированная линия под конкретные задачи.
На нашем сайте huacai-glass.ru есть калькулятор производительности - так вот, реальные цифры обычно на 15-20% ниже расчетных. Не потому что мы плохо считаем, а потому что в формулах не учтёшь все переменные: влажность в цеху, колебания напряжения, даже качество воды в системе охлаждения.
Типичные ошибки при эксплуатации
Самое больное место - экономия на оснастке. Видели как-то на одном заводе: купили нашу печь за 200 000$, а формы делали кустарно. Результат - неравномерный прогрев и 40% брака. Пришлось экстренно производить для них штатную оснастку из инконеля.
Ещё частая проблема - неправильная калибровка датчиков температуры. В стандартных условиях пирометры показывают верно, но при работе с тонированными стёклами погрешность может достигать 30°C. Поэтому мы сейчас в базовую комплектацию включаем термопары контактного типа.
Заметил интересную закономерность: производители оборудования для обработки гнутого стекла редко пишут про важность подготовки воздуха. А между тем, одна лишь влажность в 80% может увеличить время цикла на 25% из-за особенностей теплопередачи.
Перспективы развития отрасли
Сейчас активно экспериментируем с гибридными системами - комбинацией ИК-нагрева и конвекции. Это позволяет сократить энергопотребление на 18-22%, но пока стабильность процесса оставляет желать лучшего. Особенно сложно с разнотолщинным стеклом.
В ООО Дунгуань Хуацай Интеллектуальные Технологии недавно запустили тестовую линию с системой машинного зрения для предсказания деформаций. Алгоритм учится на 500+ параметрах, но до серийного производства ещё минимум год доработок.
Лично я скептически отношусь к полной автоматизации в этой сфере. Да, роботы-загрузчики экономят время, но опытный оператор по менискам на стекле определяет проблемы быстрее любой программы. Наш последний проект как раз балансирует между автоматизацией и человеческим контролем.
Практические кейсы из опыта
В 2019 году поставили комплекс в Новосибирск для производства гнутых витражей. Там при -30°C возникли проблемы с гидравликой - пришлось переделывать систему обогрева маслопроводов. Теперь для северных регионов делаем дополнительную изоляцию всех жидкостных систем.
А вот в Краснодаре столкнулись с обратной проблемой - летом в цеху температура поднималась до 45°C, и электроника начала глючить. Добавили жидкостное охлаждение шкафов управления, хотя изначально проект этого не предусматривал.
Самый сложный заказ был из Сочи - трёхслойное гнутое стекло с переменным радиусом для океанариума. Пришлось разрабатывать специальные траверсы с регулируемым усилием прижима. Интересно, что после этого случая мы внесли 14 изменений в стандартную конструкцию прессов.
Если подводить итоги, то главное в нашем деле - не гнаться за модными терминами, а понимать физику процесса. Лучшие производители оборудования для обработки гнутого стекла отличаются не количеством патентов, а умением решать нестандартные производственные задачи. Мы в Хуацай как раз этим и занимаемся - с 2008 года, через пробы и ошибки, но с чёткими техническими решениями для каждого клиента.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Однолинейный вакуумный подъемник для стекла
Однолинейный вакуумный подъемник для стекла -
 Гомогенизатор
Гомогенизатор -
 Двухвентиляторная система для чистки стекла
Двухвентиляторная система для чистки стекла -
 Линия для производства плоского ламинированного стекла
Линия для производства плоского ламинированного стекла -
 Серия производственных линий для огнестойкого стекла
Серия производственных линий для огнестойкого стекла -
 Пресс с принудительной конвекцией
Пресс с принудительной конвекцией -
 Двухступенчатая роликовая пресса
Двухступенчатая роликовая пресса -
 Стол для переворота стекла
Стол для переворота стекла -
 Подъемник
Подъемник -
 Оборудование для производства стекла с промежуточным слоем PVB
Оборудование для производства стекла с промежуточным слоем PVB -
 Серии для смешивания и подачи в бак
Серии для смешивания и подачи в бак -
 JZ2860 гомогенизатор
JZ2860 гомогенизатор
Связанный поиск
Связанный поиск- Ведущие закалочные печи для термообработки
- Производители межслойных пленок для пвб стекла
- Отличный станок для обработки прямой кромки стекла SKSP
- Отличная линия для производства ламинированного стекла
- Ведущий покупатель устройств для подъема стекла
- Промышленные машины для мойки стекла в Китае
- OEM Стекло ламинированное машина
- Известные закалочные печи для термообработки
- Высококачественные сертифицированные печи для закалки металла
- Производители горизонтальных стекломоек






