


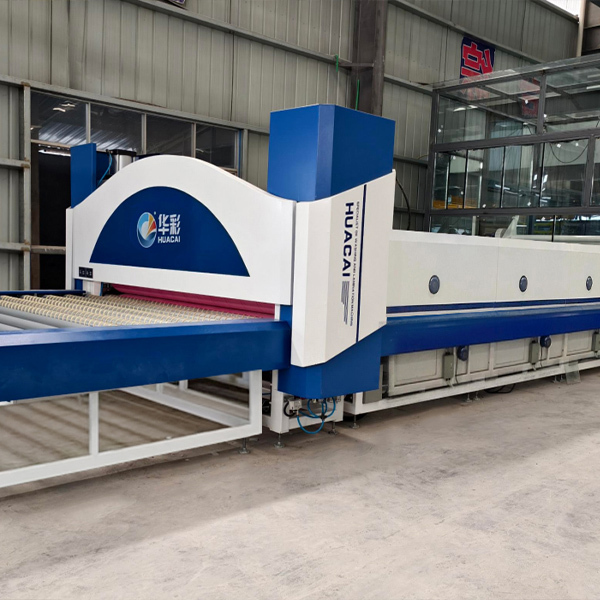
Ведущий производитель намотчиков пленки пвб
Когда слышишь 'ведущий производитель намотчиков пленки ПВБ', многие представляют гигантов вроде Bottega или Bavelloni. Но в реальности нишевые игроки вроде ООО Дунгуань Хуацай часто дают более гибкие решения для специфичных задач ламинации стекла.
Эволюция технологий намотки
Помню, как в 2012 мы тестировали польский намотчик с механическим счётчиком метража - плёнка рвалась на стыках каждые 200 метров. Сейчас в оборудовании Хуацай уже стоят энкодеры с поправкой на температурное расширение, но и это не идеал.
Ключевой прорыв случился не в точности, а в системе контроля натяжения. Наши инженеры долго не могли решить проблему 'морщин' при работе с ПВБ-плёнкой толщиной 0.76 мм. Оказалось, дело в разнородности материала по краям рулона.
Сейчас в моделях серии HC-ILF234 добавили предиспаритель с подогревом - мелочь, а на производстве это экономит 3-4% плёнки ежемесячно. Но до сих пор сталкиваемся с тем, что клиенты покупают дорогое оборудование, но экономят на обслуживании направляющих роликов.
Особенности российской специфики
В Новосибирске зимой при -40°C стандартная ПВБ-плёнка становится хрупкой как стекло. Пришлось перепроектировать систему подогрева в зоне намотки - увеличили мощность ТЭНов с 2.5 до 4 кВт, но появились новые сложности с равномерностью прогрева.
Локальные производители часто требуют совместимости с устаревшими линиями ламинации 90-х годов. Для завода в Уфе делали переходные модули, которые позволяли стыковать наш намотчик с итальянской линией 1996 года выпуска. Полгода ушло только на подбор передаточных коэффициентов.
Самое сложное - объяснить заказчикам, что экономия на системе очистки плёнки перед намоткой приводит к браку ламинации. Видел случаи, когда микрочастицы стеклянной пыли размером до 5 микрон вызывали пузырение через полгода эксплуатации стеклопакетов.
Практические кейсы модернизации
На заводе в Ростове-на-Дону устанавливали намотчик HC-ILF280 с системой лазерного позиционирования. Через месяц эксплуатации начались сбои - оказалось, вибрация от соседнего гильотинного ножа сбивала калибровку. Пришлось делать отдельный фундамент с демпфирующими прокладками.
Интересный опыт был с автоматизацией смены рулонов. Теоретически система должна работать безупречно, но на практике операторы продолжают контролировать процесс вручную - не доверяют датчикам остатка плёнки. Пришлось добавить дублирующую механическую шкалу.
Сейчас тестируем систему предсказания обрыва плёнки по изменению коэффициента трения. В лабораторных условиях работает отлично, но в цеху с перепадами влажности появляются ложные срабатывания. Возможно, нужно комбинировать акустические и оптические датчики.
Технические нюансы, которые не пишут в каталогах
Скорость намотки - не всегда благо. При работе со структурной ПВБ-плёнкой выше 8 м/мин начинается электростатическое налипание пыли. Приходится ставить ионизаторы, что усложняет конструкцию.
Размотчики с магнитной муфтой якобы решают все проблемы плавности хода, но при работе с плёнкой 1.14 мм наблюдались проскальзывания. Вернулись к классическим фрикционным муфтам с сервоприводом - надёжнее, хотя и дороже в обслуживании.
Система охлаждения валов - отдельная головная боль. Водяное охлаждение эффективнее, но требует подготовки воды. Воздушное проще, но летом при +30°C в цеху уже не справляется. Ищем компромиссные решения.
Перспективы развития оборудования
Сейчас экспериментируем с системой машинного зрения для обнаружения микродефектов плёнки непосредственно в процессе намотки. Алгоритмы пока нестабильны - путают пыль с реальными дефектами структуры.
Интересное направление - адаптивные алгоритмы намотки, которые учитывают партию материала. Разные поставщики ПВБ-плёнки имеют различные коэффициенты упругости, что влияет на плотность намотки.
В планах - интеграция с системами учёта предприятия. Чтобы данные о расходе плёнки автоматически передавались в ERP-систему. Пока это работает только через промежуточные CSV-файлы с ручным выгрузом.
Выводы, которые не принято озвучивать публично
Идеальных намотчиков не существует - всегда есть компромисс между точностью, скоростью и надёжностью. Немецкое оборудование точнее, но итальянское ремонтопригоднее, а китайское (включая наши модели) даёт лучший баланс цены и функциональности.
Главная проблема отрасли - не в оборудовании, а в качестве самой ПВБ-плёнки. Видел партии, где колебания толщины достигали 12% от номинала - никакой намотчик не справится с таким материалом.
Современные тенденции к полной автоматизации иногда избыточны. На некоторых производствах проще иметь двух операторов, чем вкладываться в роботизированную систему замены рулонов за полмиллиона евро.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Пресс с принудительной конвекцией
Пресс с принудительной конвекцией -
 Комната для склеивания
Комната для склеивания -
 Гомогенизатор
Гомогенизатор -
 Двухступенчатая роликовая пресса
Двухступенчатая роликовая пресса -
 Однолинейный вакуумный подъемник для стекла
Однолинейный вакуумный подъемник для стекла -
 Серия производственных линий для огнестойкого стекла
Серия производственных линий для огнестойкого стекла -
 Стеклоочистная машина для LOW-E стекла
Стеклоочистная машина для LOW-E стекла -
 Линия для производства плоского и изогнутого ламинированного стекла
Линия для производства плоского и изогнутого ламинированного стекла -
 Серии для смешивания и подачи в бак
Серии для смешивания и подачи в бак -
 Автоклав высокого давления
Автоклав высокого давления -
 Автоматический вакуумный подъемник с присосками
Автоматический вакуумный подъемник с присосками -
 Стандартный нагревательный роликовый пресс
Стандартный нагревательный роликовый пресс
Связанный поиск
Связанный поиск- Превосходные машины для обработки стекла
- Ведущие печи для производства ламинированного стекла
- OEM обработка стеклянных изделий
- Электрические закалочные печи в Китае
- Производители печей для ламинирования стекла EVA
- российский вертикальный станок по обработке кромки стекла
- Превосходные материалы для обработки стекла
- Купить ЧПУ для обработки стекла
- Производители шлифовальных станков для стекла
- Поставщики запасных частей для машин для обработки стекла






