


Ведущий покупатель прослойки из поливинилбутираля для многослойного стекла
Когда речь заходит о поливинилбутирале для многослойного стекла, многие сразу думают о стандартных технических параметрах — но на деле ключевая проблема в том, как именно этот материал ведёт себя в реальных производственных циклах, а не в лабораторных условиях. Вот тут-то и начинаются тонкости, которые не всегда очевидны даже опытным закупщикам.
Опыт работы с материалами: почему ПВБ — это не просто 'плёнка'
Помню, как в начале карьеры мы закупали ПВБ у стандартных поставщиков, ориентируясь на толщину и прозрачность. Казалось, всё просто — бери сертифицированный материал и запускай в работу. Но на практике оказалось, что даже небольшие отклонения в пластификации или влагопоглощении могут привести к расслоению стеклопакетов через полгода эксплуатации. Особенно критично это для регионов с резкими перепадами температур.
Один из случаев на производстве в Подмосковье: партия прослойки ПВБ от проверенного европейского бренда внезапно начала мутнеть после автоклавирования. Пришлось срочно менять технологические параметры — увеличили время выдержки, но это повлияло на общую производительность линии. Позже выяснилось, что проблема была в нестабильности партии пластификатора — поставщик сменил сырьё, не предупредив об этом.
С тех пор всегда требую от поставщиков не только сертификаты, но и данные о стабильности характеристик между партиями. Кстати, именно после этого случая начал плотнее работать с китайскими производителями оборудования — например, с ООО Дунгуань Хуацай Интеллектуальные Технологии. Их аналитическое оборудование для контроля качества плёнки оказалось на удивление точным, хотя изначально были сомнения.
Технологические нюансы: автоклавирование и адгезия
Многие недооценивают, как режим автоклавирования влияет на конечные свойства многослойного стекла. Стандартные рекомендации — 12-14 бар, 140°C — но это работает только с идеально подобранной плёнкой. На практике приходится постоянно корректировать параметры под каждую партию ПВБ.
Особенно сложно с цветными и матовыми плёнками — они по-разному проводят тепло, требуют индивидуальных настроек. Как-то раз пришлось потратить почти неделю на подбор режима для бронзовой плёнки толщиной 1.52 мм — то пузыри пошли, то недостаточная адгезия к закалённому стеклу.
Здесь важно не просто следовать инструкциям, а понимать физику процесса. Например, если ПВБ слишком быстро нагревается — поверхность спекается раньше, чем выйдет воздух из промежуточного слоя. Отсюда и брак. Оборудование от huacai-glass.ru в этом плане показало себя хорошо — их системы контроля давления в автоклавах позволяют плавно регулировать параметры прямо во время цикла.
Проблемы логистики и хранения
С ПВБ есть одна постоянная головная боль — условия хранения. Материал гигроскопичен, и если допустить увлажнение — вся партия может пойти в брак. Хранение при влажности выше 25% уже рискованно, но на некоторых складах об этом забывают.
Был неприятный инцидент с поставкой из Юго-Восточной Азии: контейнер попал под дождь при перегрузке, и хотя упаковка казалась целой — через месяц плёнка начала желтеть. Пришлось срочно искать локального поставщика на замену, хотя по цене вышло дороже.
Сейчас всегда прописываю в контрактах чёткие требования к транспортной упаковке — обязательно двойная влагозащитная плёнка с силикагелем. Кстати, у китайских коллег из ООО Дунгуань Хуацай Интеллектуальные Технологии подход к этому вопросу очень профессиональный — они используют вакуумную упаковку для чувствительных материалов, что снижает риски при морских перевозках.
Экономические аспекты закупки
Цена — важный фактор, но с ПВБ экономия на качестве всегда выходит боком. Дешёвые аналоги часто имеют нестабильную толщину — разброс даже в 0.05 мм уже критичен для автоматизированных линий резки.
Пробовали работать с турецкими производителями — вроде бы характеристики близки к европейским, цена ниже на 15-20%. Но столкнулись с проблемой микродефектов — мелкие включения в материале, незаметные при визуальном контроле, но проявляющиеся после ламинации.
Сейчас предпочитаю долгосрочные контракты с проверенными поставщиками, даже если цена немного выше. Стабильность важнее разовой экономии. Кстати, при выборе оборудования тоже ориентируюсь на этот принцип — например, линии от huacai-glass.ru могут работать с разными типами ПВБ без перенастройки, что снижает риски при смене материала.
Перспективы развития материала
Сейчас активно развиваются модифицированные версии ПВБ — с улучшенной УФ-стойкостью, акустическими свойствами. Но не все новинки оправдывают себя в массовом производстве.
Пробовали 'усиленный' ПВБ для шумозащитных конструкций — действительно работает, но стоимость в 2.5 раза выше обычного. Для большинства проектов экономически нецелесообразно.
Интереснее направление — комбинированные решения. Например, использование разных типов прослоек ПВБ в одном стеклопакете — стандартный слой посередине и усиленный по краям для лучшей адгезии. Такие эксперименты мы проводили с оборудованием от ООО Дунгуань Хуацай — их станки позволяют точно позиционировать разные типы плёнок при сборке.
В целом, рынок поливинилбутираля продолжает развиваться, но основные проблемы остаются прежними — стабильность качества, логистика и точное соответствие технологическим процессам. Без понимания этих нюансов даже самый дорогой материал не гарантирует качественного многослойного стекла.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Двухступенчатая роликовая пресса
Двухступенчатая роликовая пресса -
 Линия для производства плоского ламинированного стекла
Линия для производства плоского ламинированного стекла -
 DN3300×7000 автоклав высокого давления
DN3300×7000 автоклав высокого давления -
 Совершенно новая индивидуальная модель
Совершенно новая индивидуальная модель -
 Стол для переворота стекла
Стол для переворота стекла -
 Автоматический вакуумный подъемник с присосками
Автоматический вакуумный подъемник с присосками -
 Комната для склеивания
Комната для склеивания -
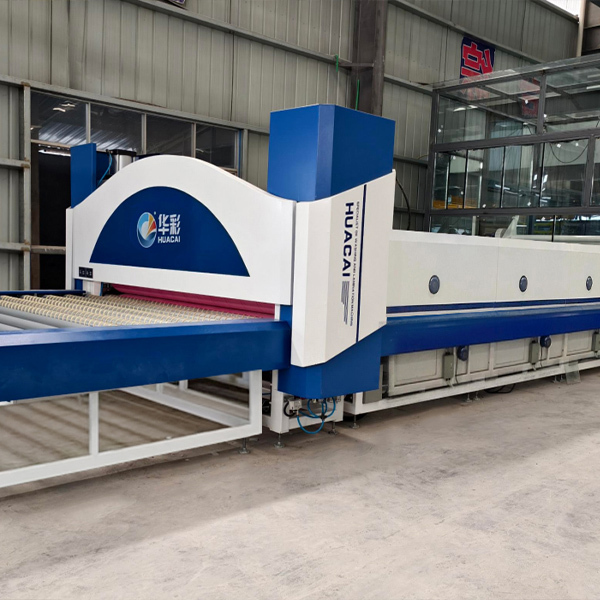 Пресс с принудительной конвекцией
Пресс с принудительной конвекцией -
 Серия производственных линий для огнестойкого стекла
Серия производственных линий для огнестойкого стекла -
 Автоматический ПВБ пленочный укладчик для стекла
Автоматический ПВБ пленочный укладчик для стекла -
 Гомогенизатор
Гомогенизатор -
 Серии для смешивания и подачи в бак
Серии для смешивания и подачи в бак
Связанный поиск
Связанный поиск- Купить автоклав для стекла
- Купить подержанный станок для обработки стекла
- Основные покупатели калибровки металлических закалочных печей
- Ведущий покупатель межслойной пленки для ламинированного стекла
- Купить стекло и зеркало обработки машины
- Ведущий автоклав для стекла
- Знаменитые машины для производства закаленного стекла
- Ведущий производитель машин для закалки стекла
- Отличная линия для производства ламинированного стекла
- Производители печей для полимеризации стекла






