


Ведущий покупатель оборудования для обработки гнутого стекла
Когда слышишь термин ведущий покупатель оборудования для обработки гнутого стекла, многие сразу представляют крупного заказчика с бесконечным бюджетом. Но на деле это часто специалист, который месяцами сравнивает характеристики, ищет компромисс между ценой и точностью гиба, а потом ещё доказывает финансистам, почему дешёвый китайский станок не подойдёт для архитектурных панелей. Сам через это проходил.
Что скрывается за термином 'ведущий покупатель'
В 2012 году я впервые столкнулся с заказом на гнутое остекление для торгового центра в Сочи. Тогда мы ошибочно считали, что главное — найти оборудование с максимальным радиусом гибки. Купили установку с заявленными 1500 мм, но не учли, что для трёхслойного стекла 8-10-8 мм нужен совсем другой температурный режим. В итоге три партии стекла пошли в брак.
Сейчас понимаю: ведущий покупатель оборудования — это не тот, кто платит больше, а тот, кто точно знает, как техника поведёт себя с конкретным типом стекла. Например, для фасадных работ с моллированым стеклом критична не столько скорость нагрева, сколько равномерность охлаждения. Если в каком-то участке температура упадёт на 2-3 градуса резче — трещина гарантирована.
Коллеги из ООО Дунгуань Хуацай Интеллектуальные Технологии как-то показывали статистику: 70% рекламаций по гибочным печам связаны не с поломками, а с несоответствием режимов обработки толщине стекла. Их инженеры даже разработали таблицу поправочных коэффициентов для разных масел в закалочных камерах — мелочь, но именно такие детали отличают профиля от дилетантов.
Подводные камни при выборе техники для моллирования
Допустим, нужно обрабатывать стекло 6 мм для душевых кабин. Казалось бы, берёшь стандартную печь с верхним нагревом — и всё. Но если геометрия не прямоугольная, а с скруглёнными углами, по краям неизбежно образуются зоны перегрева. Пришлось настраивать секционный нагрев, причём для каждой формы — отдельный профиль.
Оборудование от Хуацай мы тестировали в 2019-м на партии стекла с низкоэмиссионным покрытием. Важный момент: И-стекло нельзя гнуть при тех же температурах, что и обычное флоат-стекло — покрытие начинает мутнеть. Пришлось снижать нагрев на 15-20°C и увеличивать время выдержки. Кстати, их техподдержка тогда оперативно прислала обновлённые firmware для контроллера — редкий случай, когда производитель не списывает всё на 'неправильную эксплуатацию'.
Самое сложное — объяснить заказчику, почему для пяти разных проектов нужны пять различных настроек. Недавно отказались от контракта с сетью ресторанов: хотели одинаковые гнутые стёкла для помещений в Сочи и Хабаровске, но разная влажность воздуха требовала кардинально разных режимов закалки. Экономия на настройке обошлась бы им в треснувшие витрины после первого сезона.
Кейсы: от успехов до провалов
Удачный пример — остекление зимнего сада в Подмосковье. Арки радиусом 1200 мм из стекла 10 мм с УФ-фильтром. Использовали печь HC-GF-1520 от Хуацай, но с доработкой: добавили дополнительные термопары по краям формы. Важно: при радиусе меньше 1500 мм для стёкол толще 8 мм нужен предварительный нагрев до 300°C с выдержкой 4-5 минут, иначе внутренние напряжения не успевают перераспределиться.
А вот провал был с панорамным остеклением яхт-клуба. Не учли, что морская соль оседает на направляющих роликах. Через полгода появились микротрещины в местах контакта стекла с конвейером. Пришлось менять всю систему подачи на керамические ролики с подогревом — дорого, но другого выхода не было.
Сейчас часто советую коллегам обращать внимание не только на технические характеристики, но и на логистику запчастей. Как-то ждали три месяца уплотнители для печи от европейского производителя, пока не нашли аналог у ООО Дунгуань Хуацай Интеллектуальные Технологии — оказалось, они используют унифицированные размеры прокладок, что для России критически важно.
Нюансы, о которых не пишут в инструкциях
Температура в цехе — казалось бы, мелочь. Но если летом +30°C, а зимой +18°C, это даёт погрешность в 7-10°C при гибке. Пришлось устанавливать климат-контроль в зоне загрузки. Кстати, у китайских производителей часто занижают требования к стабильности напряжения — при скачках выше 5% датчики начинают 'врать'.
Ещё один момент: состояние кромки стекла перед моллированием. Если есть микросколы — в 90% случаев трещина пойдёт именно от них. Но многие поставщики режут стекло 'как есть', экономя на шлифовке. Приходится ставить дополнительный пост контроля.
Интересный опыт получили при работе с матовым стеклом: оказалось, после гибки матовое покрытие часто теряет равномерность. Решили проблему, уменьшив скорость нагрева до 2°C/мин вместо стандартных 5°C/мин. Хуацай потом даже внесли это в рекомендации для своего оборудования.
Перспективы и личные наблюдения
Сейчас вижу тенденцию к комбинированным решениям: например, гибка с одновременной печатью узоров. Но технология сырая — часто отслаивается краска при отпуске стекла. Думаю, через пару лет появятся более стабильные решения.
Из новинок присматриваюсь к оборудованию с ИИ-контролем деформации. Но пока это больше маркетинг: системы учатся на идеальных образцах, а в реальности каждый лист стекла имеет уникальные внутренние напряжения.
Если бы пять лет назад мне сказали, что буду рекомендовать китайское оборудование для сложных проектов — не поверил бы. Но тот же Хуацай за последние годы серьёзно продвинулись в точности температурного контроля. Хотя по надёжности механических компонентов ещё отстают от немцев.
В итоге понимание того, кто такой ведущий покупатель оборудования для обработки гнутого стекла, приходит только с опытом ошибок. Не с прочтения спецификаций, а с разбитыми стёклами, ночными звонками технологам и кипами пересчитанных техкарт. И главное — готовностью сказать 'это не сработает' даже в ущерб коммерческим интересам.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
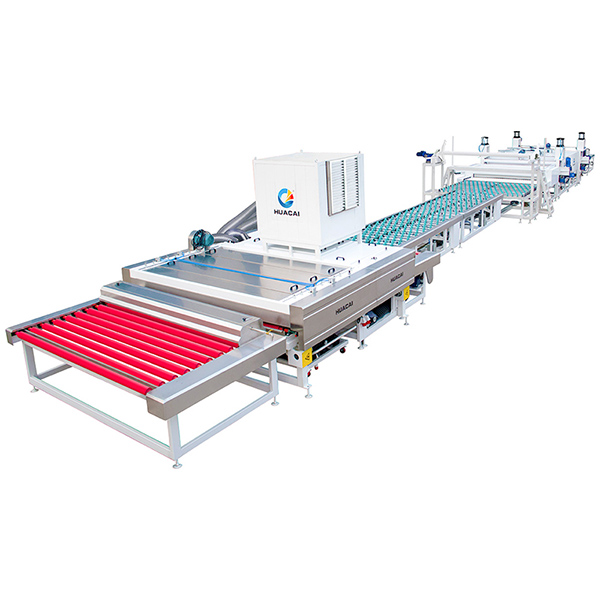
 Станок для прокатки стеклянных ламинированных панелей с криволинейной и плоской поверхностью
Станок для прокатки стеклянных ламинированных панелей с криволинейной и плоской поверхностью -
 Серия производственных линий для огнестойкого стекла
Серия производственных линий для огнестойкого стекла -
 Линия для производства плоского ламинированного стекла
Линия для производства плоского ламинированного стекла -
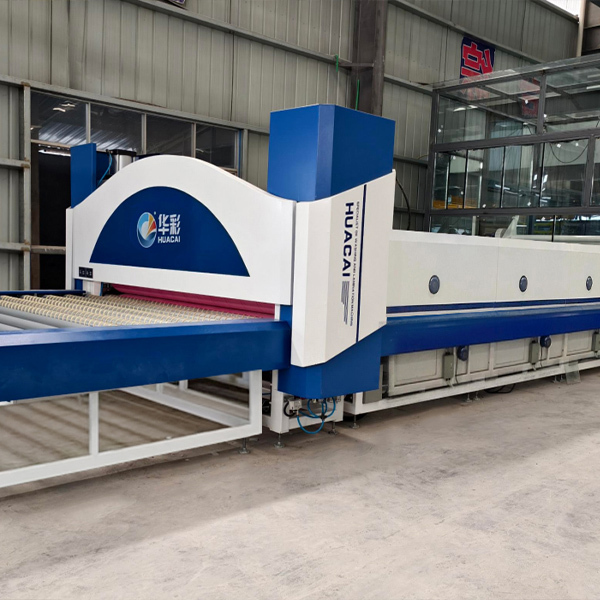
 Стандартный нагревательный роликовый пресс
Стандартный нагревательный роликовый пресс -
 Однолинейный вакуумный подъемник для стекла
Однолинейный вакуумный подъемник для стекла -
 Автоматический вакуумный подъемник с присосками
Автоматический вакуумный подъемник с присосками -
 Стеклоочистная машина для LOW-E стекла
Стеклоочистная машина для LOW-E стекла -
 Автоматический ПВБ пленочный укладчик для стекла
Автоматический ПВБ пленочный укладчик для стекла -
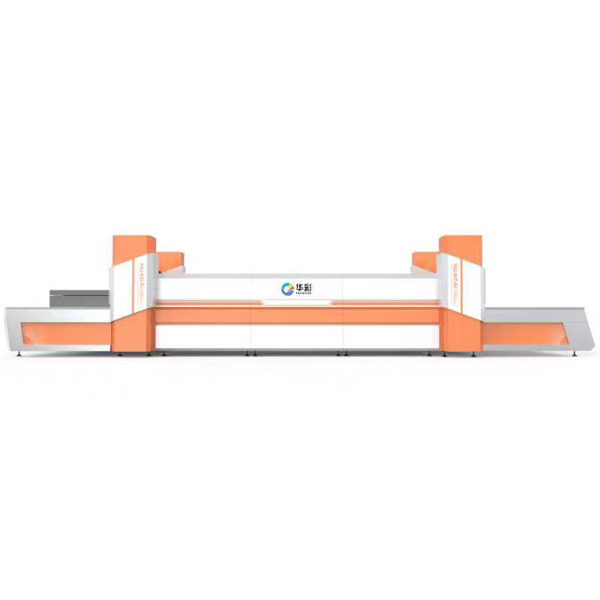
 Нагревательный валковый пресс с независимым температурным контроллером
Нагревательный валковый пресс с независимым температурным контроллером -
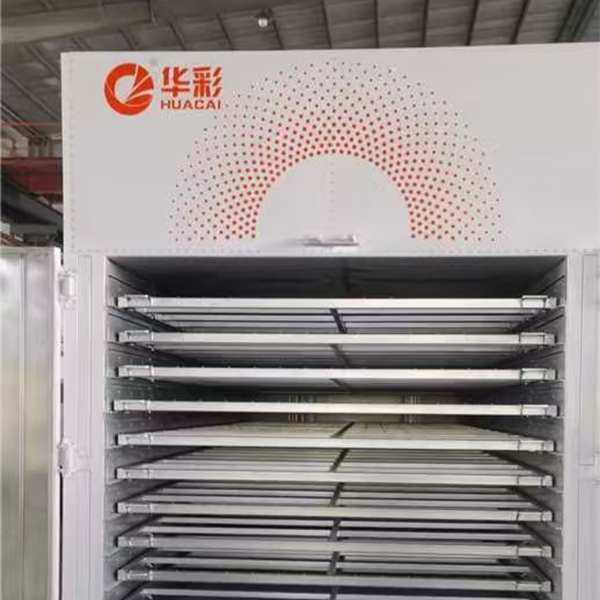
 Осушитель
Осушитель -
 Полуавтоматический вакуумный подъемник для стекла
Полуавтоматический вакуумный подъемник для стекла -
 Двухступенчатая роликовая пресса
Двухступенчатая роликовая пресса
Связанный поиск
Связанный поиск- Купить Линия для производства плоского стекла
- Производители закалочных печей
- OEM обработка плоского стекла
- Превосходные станки с ЧПУ для обработки стекла
- Мойка стекла в Китае
- Купить прослойку для пвб стекла
- Производитель подержанных шлифовальных станков для стекла
- Купить машину для розлива и смешивания
- Запасные части для станков для обработки стекла
- Производители запасных частей для машин для обработки стекла






