


Производители запасных частей для машин для обработки стекла
Когда слышишь про ?производителей запчастей для стеклообрабатывающего оборудования?, сразу представляются гиганты вроде Bystronic или Glaston. Но на деле 70% рынка — это китайские и российские цеха, где знают каждый подшипник пресса не по каталогам, а по звуку скрежета при износе. Вот уже 12 лет мы в ООО Дунгуань Хуацай Интеллектуальные Технологии наблюдаем, как клиенты платят тройную цену за ?европейское качество?, хотя те же валы для кромкошлифовальных станков идут с одного конвейера в Шэньчжэне.
Эволюция или деградация: как менялся спрос на запчасти
Раньше, до 2015 года, заказчики требовали ?хоть железку, лишь бы подошла?. Сейчас даже для простого пневмоцилиндра флоат-линии запрашивают 3D-модель и отчет об испытаниях на усталость. Интересно, что этот тренд начался после серии скандалов с поддельными подшипниками для закалочных печей — тогда три стекольных завода в Подмосковье остановились одновременно из-за разрушения опорных роликов.
Наша компания с 2008 года прошла путь от поставки базовых комплектующих до разработки кастомных решений. Например, для вертикальных сверлильных центров пришлось перепроектировать систему охлаждения шпинделей — штатные немецкие аналоги не выдерживали работу с закаленным стеклом толщиной свыше 19 мм. Сделали гибридный вариант с керамическими подшипниками и медными радиаторами, который теперь поставляем даже в Казахстан.
Самое сложное — объяснить клиентам, что запасные части для машин обработки стекла не бывают универсальными. Каждый производитель оборудования, будь то Lisec или Bottero, закладывает в конструкцию скрытые нюансы. Мы как-то месяц разбирались с вибрацией на вакуумном захвате — оказалось, предыдущий поставщик ?улучшил? конструкцию, укоротив пружины на 2 мм.
Кейс: почему ломаются даже качественные компоненты
В 2021 году к нам обратился комбинат в Ростовской области с проблемой частого выхода из строя нагревателей для печей закалки. Проверили — элементы от официального дилера, но срок службы втрое меньше заявленного. Стали копать и обнаружили: местные технологи для ускорения процесса поднимали температуру с 720 до 780°C, не меняя настроек вентиляции.
Пришлось разрабатывать термостойкие сплавы с добавлением вольфрама. Тестовые образцы выдерживали до 850°C, но себестоимость выросла на 40%. Клиент сначала возмущался, но когда посчитал потери от простоев, согласился. Сейчас эти нагреватели работают уже 18 месяцев без замены.
Важный момент: никогда не экономьте на датчиках положения для конвейерных линий. Как-то поставили бюджетные аналоги с магнитным кодированием — через две недели начались сбои в синхронизации. Оказалось, металлическая пыль от обработки кромки создавала помехи. Вернулись к оптическим энкодерам, хоть они и дороже на 60%.
Подводные камни локализации производства
Когда в 2016 году мы начали переносить часть производства в Подмосковье, столкнулись с парадоксом: российские сталелитейные заводы могли делать сплавы точнее китайских, но цепочка поставок растягивалась на 3-4 месяца. Для экстренных заказов пришлось сохранить склад в Шэньчжэне на 2000 позиций.
Самым неожиданным оказался дефицит квалифицированных операторов ЧПУ. Даже с идеальными чертежами получался брак в 15% — не хватало опыта работы с инструментальной сталью. Пришлось организовывать стажировки на базе нашего завода в Дунгуане. Сейчас уже 80% операций выполняются локально, но критичные детали вроде шестерен для редукторов всё равно завозим из Китая.
Интересный опыт: пытались использовать отечественные полимеры для направляющих скольжения. По лабораторным тестам показатели были лучше японских, но в реальных условиях при перепадах влажности появлялся люфт до 0.3 мм. Вернулись к проверенным материалам от Mitsubishi.
Как выбрать поставщика, который не подведет
Первое правило — никогда не доверяйте поставщикам, которые обещают ?любые запчасти за 24 часа?. На сборку гидравлического блока для пресса нужно минимум 5 дней, и это если все компоненты в наличии. Мы в Хуацай всегда держим прозрачность: если деталь требует 3 недели на изготовление — так и говорим, даже если рискуем потерять заказ.
Обязательно запрашивайте видео тестовых запусков. В 2023 году поймали четырех поставщиков на отгрузке б/у деталей под видом новых — на записи было видно, что на валах уже есть следы эксплуатации. Теперь для всех критичных компонентов делаем видеопротоколы с замерами шумности и вибрации.
Обращайте внимание на упаковку. Качественные производители запасных частей для машин обработки стекла никогда не используют поролон — только вакуумные пакеты с силикагелем и термоусадочную пленку. Коррозия начинается именно из-за конденсата при перепадах температур во время транспортировки.
Перспективы рынка: куда движется отрасль
Сейчас наблюдается интересный тренд: крупные стекольные комбинаты постепенно отказываются от оригинальных запчастей в пользу кастомных решений. Например, для автоматических линии резки стали заказывать усиленные рельсовые направляющие — штатные не выдерживают нагрузки при работе с триплексом.
Наша компания уже разрабатывает модульную систему компонентов для машин четвертого поколения. Особый упор делаем на системы мониторинга износа — встроенные датчики в подшипники и шестерни позволяют прогнозировать замену до поломки. Первые тесты на заводе в Татарстане показали снижение незапланированных простоев на 34%.
Сложнее всего будет с цифровизацией. Многие производители оборудования блокируют доступ к ПО, требуя сервисные контракты. Приходится reverse engineering делать, что не всегда легально. Возможно, скоро появится отраслевой стандарт открытых протоколов — над этим работает ассоциация стекольщиков ЕАЭС.
Почему мы не переходим на серийное производство
Коллеги часто удивляются, почему мы не запускаем массовый выпуск популярных запчастей. Ответ прост: 60% заказов требуют доработки под конкретные условия. Тот же роликовый конвейер для линий ламинации может иметь 12 модификаций только по диаметру валов.
Последний пример: для завода в Калининграде пришлось переделывать систему подачи смазки для режущих головок — из-за морского климата стандартные схемы засорялись соляными отложениями. Добавили фильтры тонкой очистки и подогрев масляной магистрали.
Именно поэтому сайт https://www.huacai-glass.ru не является интернет-магазином в классическом понимании. Каждый запрос мы рассматриваем индивидуально, часто выезжаем на объект для замеров. Без этого даже идеально сделанная деталь может не заработать в конкретных условиях.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Автоматический вакуумный подъемник с присосками
Автоматический вакуумный подъемник с присосками -
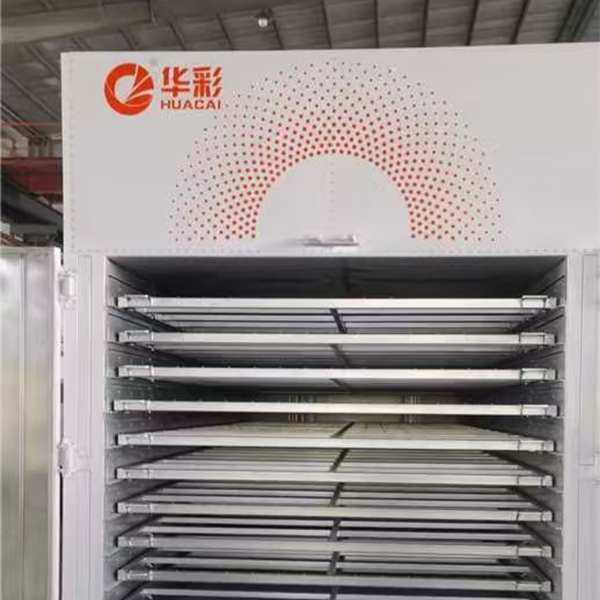
 Осушитель
Осушитель -
 Автоматический ПВБ пленочный укладчик для стекла
Автоматический ПВБ пленочный укладчик для стекла -
 DN3300×7000 автоклав высокого давления
DN3300×7000 автоклав высокого давления -
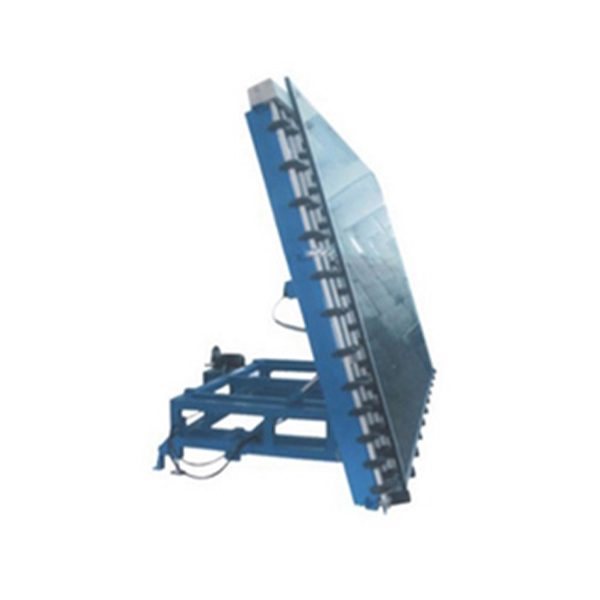
 Платформа для погрузки и разгрузки
Платформа для погрузки и разгрузки -
 Автоклав высокого давления
Автоклав высокого давления -
 Однолинейный вакуумный подъемник для стекла
Однолинейный вакуумный подъемник для стекла -
 Станок для прокатки стеклянных ламинированных панелей с криволинейной и плоской поверхностью
Станок для прокатки стеклянных ламинированных панелей с криволинейной и плоской поверхностью -
 Линия для производства плоского ламинированного стекла
Линия для производства плоского ламинированного стекла -
 Серии для смешивания и подачи в бак
Серии для смешивания и подачи в бак -
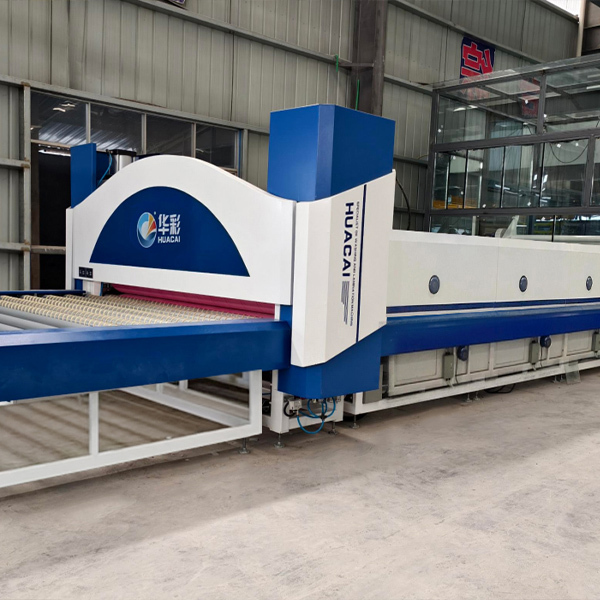
 Нагревательный валковый пресс с принудительной воздушной конвекцией
Нагревательный валковый пресс с принудительной воздушной конвекцией -
 PVB пленка
PVB пленка
Связанный поиск
Связанный поиск- Производители межслойных пленок для пвб стекла
- Известные камерные закалочные печи
- Ремонт закалочных печей в Китае
- машина для производства двойного стекла
- Ведущий Термообработка стекла направленная на
- Ведущие покупатели термообработки стекла
- Ведущие станки для обработки стекла
- Производители шлифовальных станков для стекла
- Ведущая машина для наполнения и смешивания
- Ведущий покупатель линий по производству стекла






