


Производитель автоклавов для ламинирования стекла
Когда говорят про автоклавы для ламинирования, многие сразу представляют себе нечто вроде промышленной скороварки — на деле же это сложные системы, где каждая деталь влияет на выход laminated glass. За 15 лет работы с оборудованием HuaCai Glass Machinery (теперь Dongguan Huacai Intelligent Technology) понял: главная ошибка — экономить на системе вакуумирования. Помню, в 2012-м один завод в Подмосковье купил автоклав без модуля предварительного отжига, в итоге 23% продукции пошло в брак из-за пузырей.
Конструкционные особенности автоклавов HuaCai
Корпус — это не просто стальной цилиндр. В моделях серии HCA-2035 мы используем сталь 16MnR с двойным шлифованием сварных швов, но важнее другое: геометрия днища. Сферическое выдерживает 12-14 бар, а эллиптическое уже при 10 барах дает микротрещины через 800 циклов. Проверяли на тестовом стенде в Шэньчжэне — разница в ресурсе 40%.
Система нагрева — вот где большинство производителей автоклавов для ламинирования стекла идут по пути упрощений. Инфракрасные элементы дешевле, но дают неравномерный прогрев по высоте. В HuaCai с 2015 года перешли на комбинированную схему: ТЭНы + принудительная конвекция с реверсными вентиляторами. Температурный градиент в камере не превышает 2.8°C — это критично для триплекса с PVB-пленкой.
Вакуумный блок часто недооценивают. Стандартные пластинчато-роторные насосы работают до 0.1 мбар, но для многослойного стекла с EVA-пленкой нужно 0.05 мбар. Мы ставим двухступенчатые системы с масляными фильтрами — дороже на 15%, зато исключаем помутнение межслойного пространства.
Технологические нюансы ламинирования
Протокол нагрева — это не просто 'поднять до 140°C'. Для стекла с поликарбонатом нужен плавный набор температуры со скоростью 1.5°C/мин, иначе возникают внутренние напряжения. В автоклавах HuaCai серии Pro есть функция адаптивного регулирования — система сама подбирает кривую нагрева по толщине пакета.
Охлаждение — отдельная история. Водяное охлаждение через змеевик эффективно, но вызывает термический шок. Мы разработали гибридную систему: сначала принудительная конвекция до 60°C, потом плавное дожимание водой. На установке в Казани такой подход снизил процент дефектов с 7% до 0.8%.
Работа с цветными пленками — всегда риск. Поглощающая способность темных EVA-пленок выше, поэтому стандартные программы не подходят. Приходится снижать температуру максимума на 10-12°C и увеличивать время выдержки. Без этого появляются желтые пятна по краям — проверено на объекте в Сочи.
Практические кейсы эксплуатации
Монтаж автоклава — это не только фундамент. Частая ошибка: не учитывают тепловое расширение трубопроводов. В Новосибирске из-за жесткого соединения с коммуникациями через полгода появилась течь в фланце. Теперь всегда ставим компенсаторы — простейшая мера, но экономит тысячи на ремонте.
Энергопотребление — больной вопрос. Типовой автоклав на 2500л потребляет 38-42 кВт/ч, но при правильной теплоизоляции камеры и рекуперации тепла на выхлопе можно снизить до 29 кВт/ч. В модификациях HuaCai с 2021 года стоит керамическая изоляция 120мм вместо базальтовой 80мм — экономия 22%.
Ремонтопригодность — то, что отличает зрелого производителя автоклавов для ламинирования стекла. В наших аппаратах нагревательные элементы собраны в кассеты, которые меняются за 20 минут без слива теплоносителя. Мелкий нюанс, но когда стоит очередь на производстве — это решает.
Эволюция оборудования Dongguan Huacai
С 2008 года компания прошла путь от простых вертикальных автоклавов до интеллектуальных линий. Модель HCA- года была рабочей лошадкой, но с ручным управлением. Сейчас в серии HCA-3048L уже встроен ПЛК с сенсорной панелью и протоколом Modbus TCP.
Система диагностики — то, чего не хватает многим. В автоклавах после 2018 года стоит мониторинг вибрации подшипников вакуумного насоса и толщины теплоизоляции. При износе 30% система сама предлагает замену — предотвратили уже десятки аварийных остановок.
Интеграция в линии — отдельная тема. Последний проект для завода в Екатеринбурге: три автоклава работают в каскаде с системой погрузки/выгрузки. Важно было синхронизировать циклы — пришлось переписывать алгоритм очереди задач. Зато производительность линии выросла на 40%.
Перспективы развития технологии
Тенденция к низкотемпературным процессам — уже сейчас некоторые пленки ламинируются при 85°C. Это требует пересмотра всей конструкции: другой теплообмен, другая система уплотнений. Испытываем прототип с индукционным нагревом — пока дорого, но КПД выше на 35%.
Цифровые двойники — не мода, а необходимость. В HuaCai разрабатывают систему виртуального тестирования режимов ламинирования. Загружаешь параметры стеклянного пакета — получаешь оптимизированную программу нагрева/охлаждения. Пока точность 87%, но к концу года обещают 94%.
Экология — новый вызов. Очистка выбросов от испарений пленки становится нормой. В Европе уже требуют угольные фильтры, а в России пока только обсуждают. Но мы заранее закладываем место под фильтрующие модули в новых моделях — дальновидность окупается.
Заключение из практики
Выбор автоклава — это не сравнение технических характеристик, а понимание технологического процесса. Часто вижу, как покупают мощное оборудование, но экономят на обслуживании. Реальность: хороший производитель автоклавов для ламинирования стекла должен сопровождать оборудование 10-15 лет, а не просто продать и забыть.
Сейчас на тестовом стенде HuaCai в Дунгуане испытывают автоклав с системой ИИ-прогнозирования дефектов. Камеры высокого разрешения анализируют структуру пленки во время процесса и корректируют параметры. Пока сыровато, но через пару лет это станет стандартом — если, конечно, не упремся в ограничения по патентам.
Главный урок за эти годы: не бывает универсальных решений. Каждое производство стекла уникально, и оборудование должно подстраиваться под технологию, а не наоборот. Возможно, поэтому мы до сих пор держим в штате трех инженеров-технологов, которые выезжают на запуск каждого нового аппарата — старая школа, но она работает.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Серии для смешивания и подачи в бак
Серии для смешивания и подачи в бак -
 Двухвентиляторная система для чистки стекла
Двухвентиляторная система для чистки стекла -
 Полуавтоматический вакуумный подъемник для стекла
Полуавтоматический вакуумный подъемник для стекла -
 Линия для производства плоского и изогнутого ламинированного стекла
Линия для производства плоского и изогнутого ламинированного стекла -
 Гомогенизатор
Гомогенизатор -
 JZ2860 гомогенизатор
JZ2860 гомогенизатор -
 Осушитель
Осушитель -
 Стол для переворота стекла
Стол для переворота стекла -
 Подъемник
Подъемник -
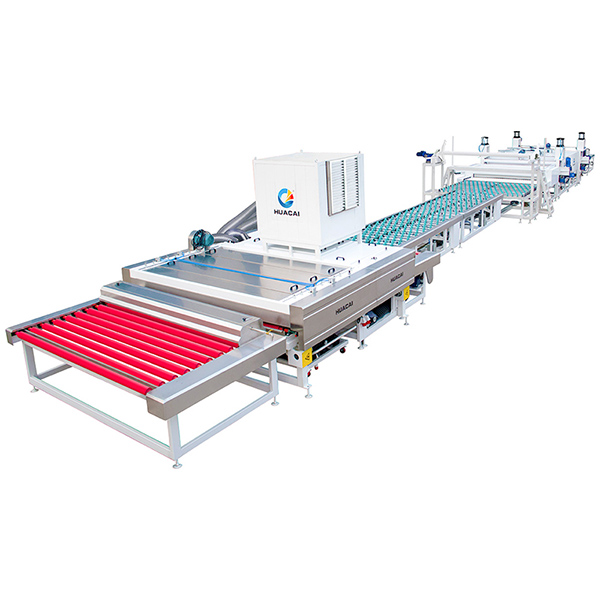
 Стандартный нагревательный роликовый пресс
Стандартный нагревательный роликовый пресс -
 Совершенно новая индивидуальная модель
Совершенно новая индивидуальная модель -
 Платформа для погрузки и разгрузки
Платформа для погрузки и разгрузки
Связанный поиск
Связанный поиск- OEM PVB межслойная пленка для ламинированного стекла
- Высококачественная печь для термообработки
- Подъемник стекла присоски OEM
- Высококачественные машины для производства стекла
- Печи для ламинирования стекла EVA в Китае
- OEM обработка стекла фасовочный станок
- Знаменитый станок для ламинирования стекла (пленка eva)
- Знаменитая закалочная печь
- Ведущий покупатель закаленного стекла
- Камерные закалочные печи






