


Производители оборудования для двойного остекления
Когда слышишь про производителей оборудования для двойного остекления, многие сразу представляют гигантские автоматизированные линии — но на деле даже хороший станок для резки может стать головной болью, если не учитывать особенности местного стекла. Вот уже лет десять наблюдаю, как новые игроки пытаются скопировать немецкие решения, а потом месяцами не могут выйти на стабильное качество герметизации.
Что на самом деле значит 'полный цикл'
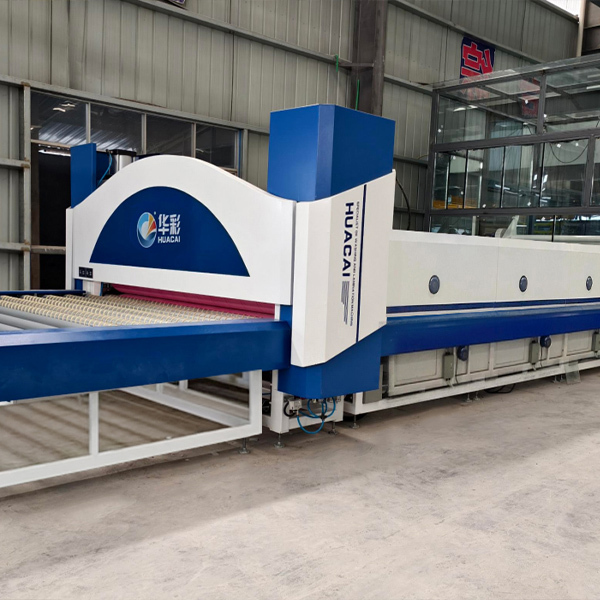
Вот возьмем например ООО Дунгуань Хуацай Интеллектуальные Технологии — они с 2008 года в стекольном оборудовании, но мало кто понимает, что их эволюция из 'Шэньчжэнь Хуацай Стекольные Машины' отражает общую проблему отрасли. Раньше делали простые резательные столы, сейчас заявляют полный цикл — но на практике 'полный' часто означает, что моечные модули могут отставать по точности от тех же герметизирующих прессов.
Конкретно на их сайте huacai-glass.ru видно, как пытаются охватить все процессы — от резки до сборки стеклопакетов. Но когда в прошлом году тестировали их линию для арочных конструкций, выяснилось: вакуумный захват иногда проскальзывает на радиусе меньше 300 мм. Пришлось им передавать наши доработки — оказалось, их инженеры изначально закладывали параметры для плоского стекла, не учитывая коэффициент трения при изгибе.
Именно такие мелочи отличают реальных производителей оборудования от сборщиков комплектующих. Помню, в 2015-м пробовали ставить их раннюю модель моечной машины — тогда еще не было системы обратной промывки фильтров, каждые два часа останавливались на чистку. Сейчас в новых модификациях это исправили, но осадок остался — поэтому всегда просим показать работу именно с нашим типом загрязнений (у нас после пескоструйки остаются мелкие абразивные частицы).
Герметизация: где кроются неочевидные проблемы
Самый болезненный момент — стык между сушителем и нанесением бутила. Многие производители оборудования для двойного остекления хвастаются скоростью линии, но молчат про то, что при температуре в цехе ниже +18°C первый слой герметика начинает 'тянуться' неравномерно. Причем это заметно не сразу — брак всплывает через месяц, когда уже собраны партии стеклопакетов.
У Хуацай в последних моделях решили проблему подогревом дозирующих головок, но появилась другая: если в бутиловой ленте попадется инородная частица — весь узел останавливается, а не пропускает дефект дальше. Вроде бы хорошо, но на практике это приводит к частым простоям. Мы в таких случаях ставим дополнительные магнитные уловители перед подачей — советуем всем, кто работает с российскими материалами.
Кстати, про межстеночное расстояние. Их калибровочные станки в теории дают точность до 0.1 мм, но когда ставили на алюминиевые дистанционные рамки — вылезла погрешность из-за разницы теплопроводности. Пришлось совместно перепрошивать контроллеры под наш климат. Вот это я ценю — когда производитель не кивает на 'нестандартные условия', а реально дорабатывает оборудование.
Эволюция или маркетинг?
Сейчас все кинулись в 'интеллектуальные технологии' — но по факту часто это просто датчики, подключенные к примитивному ПЛК. У этих ребят переход в 'интеллектуальные технологии' совпал с серьезной переработкой системы ЧПУ — сейчас их программисты научились удаленно диагностировать сбои в пневматике, это экономит часы на поиске утечек.
Заметил интересную деталь: их новое оборудование для двойного остекления стало чувствительнее к качеству сжатого воздуха. Раньше работало с нашими старыми компрессорами, теперь требуют очистку до класса 1. Сначала ругался, потом понял — они стали ставить более точные электромагнитные клапаны, которые действительно забиваются от масляной взвеси. Пришлось модернизировать всю пневмосеть, зато количество ложных срабатываний уменьшилось втрое.
Хотя иногда их маркетинг опережает реальность. В прошлом квартале анонсировали 'революционную систему выгрузки готовых стеклопакетов', а по факту — обычные вакуумные присосы с увеличенным ходом. Но надо отдать должное: когда начались проблемы с тонкими триплексами (менее 6 мм), их техотдел за неделю прислал доработанные прошивки с плавным снижением вакуума.
Ремонтопригодность как критерий выбора
Для нас критично, чтобы вышедший из строя узел можно было заменить без остановки всей линии. Вот у их конкурентов часто бывает: сломался один датчик — вся автоматика встает. У Хуацай в этом плане продумали резервные схемы — например, энкодер позиционирования может временно заменяться сигналами с индукционных концевиков.
Запчасти — отдельная история. Ждать из Китая по 2 месяца — не вариант. Поэтому мы с ними договорились о локальном складе в Подмосковье. Правда, сначала прислали несовместимые ремни для транспортеров — оказалось, у них сменился поставщик полиуретана. Теперь всегда требуем тестовые образцы перед заказом.
Кстати, про обучение персонала. Их русскоязычные инструкции сначала были ужасны — прямой перевод с китайского, где технические термины перевраны. После наших жалоб прислали инженера, который полмесяца жил у нас в цехе и вместе переписывал мануалы. Теперь даже наши новички после двухнедельного обучения справляются с перенастройкой линий под другой типоразмер.
Перспективы и ограничения
Сейчас тестируем их новую разработку — модуль для заполнения аргоном. Заявленные 95% заполнения достигаются только при идеальной геометрии стекла, с легкой кривизной уже падает до 87%. Их технологи признались, что дорабатывают алгоритм — предлагают нам участвовать в испытаниях. Это честный подход.
Насчет автоматизации: их системы пока слабо интегрируются с европейскими ERP — пришлось писать костыли через API. Но для среднего производства, где не нужен полный цифровой след, их решения уже перекрывают 80% потребностей. Главное — не гнаться за максимальной скоростью, а добиваться стабильности.
В целом, если бы выбирал сегодня — взял бы их оборудование для стандартных стеклопакетов, но для сложных форм пока присматриваю итальянские решения. Хотя их последние подвижки в точности обработки кромки внушают оптимизм — может, через год догонят.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 PVB пленка
PVB пленка -
 Подъемник
Подъемник -
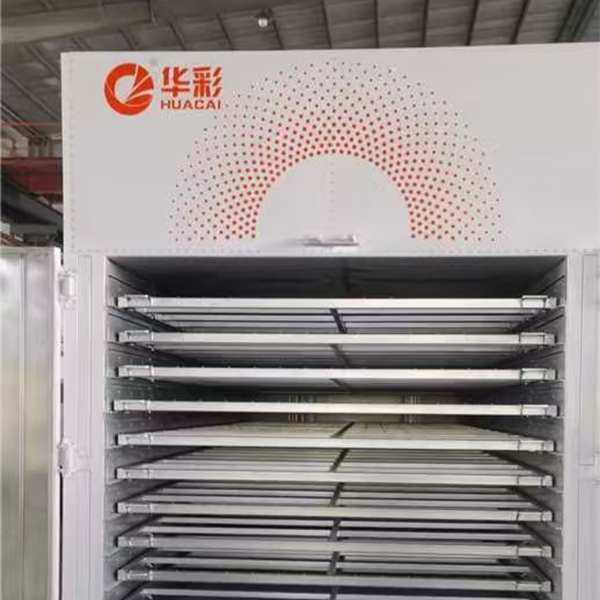 Печь для полимеризации
Печь для полимеризации -
 Осушитель
Осушитель -
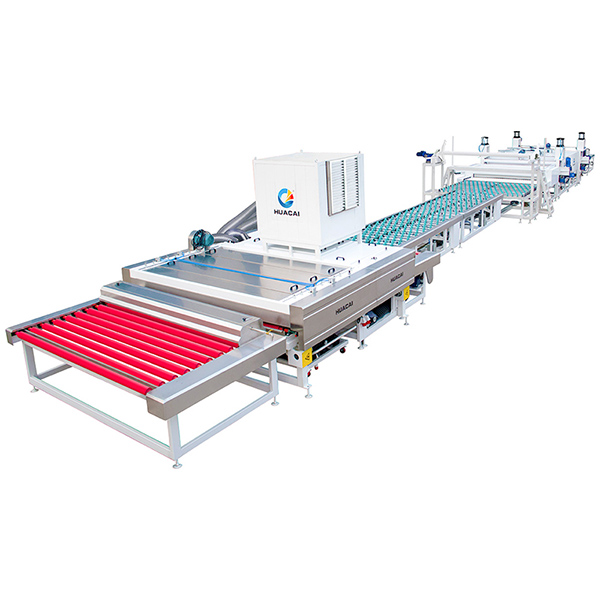 Линия для производства плоского и изогнутого ламинированного стекла
Линия для производства плоского и изогнутого ламинированного стекла -
 Полуавтоматический вакуумный подъемник для стекла
Полуавтоматический вакуумный подъемник для стекла -
 JZ2860 гомогенизатор
JZ2860 гомогенизатор -
 Серия производственных линий для огнестойкого стекла
Серия производственных линий для огнестойкого стекла -
 Стандартный нагревательный роликовый пресс
Стандартный нагревательный роликовый пресс -
 Двухвентиляторная система для чистки стекла
Двухвентиляторная система для чистки стекла -
 Оборудование для производства стекла с промежуточным слоем PVB
Оборудование для производства стекла с промежуточным слоем PVB -
 DN3300×7000 автоклав высокого давления
DN3300×7000 автоклав высокого давления
Связанный поиск
Связанный поиск- Ремонт закалочных печей в Китае
- Ведущий покупатель межслойной пленки для ламинированного стекла
- Производители оборудования для закалки стекла
- Высококачественная линия по производству огнеупорного стекла
- OEM стекла изогнутой поверхности обработки машина запасных частей
- Производители машин для ламинирования пленки ЭВА
- OEMEVA машина для ламинирования стекла
- Купить Линия для производства плоского стекла
- Ведущий покупатель станков для обработки криволинейных кромок стекла
- Линейные станки для обработки стекла в Китае






