


Производители линий для производства ламинированного стекла
Когда говорят о производителях линий для ламинированного стекла, часто представляют гигантов вроде Bystronic или Glaston, но реальность куда разнообразнее. Многие недооценивают, как сильно влияет на результат даже не сам станок, а его адаптация под местные материалы – например, российская ПВБ-плёнка ведёт себя иначе, чем немецкая. Мы в 2008 начинали с ремонта китайских линий, и тогда же поняли: проблема не в стране-производителе, а в том, насколько глубоко инженеры понимают физику ламинации.
Эволюция технологий и подводные камни
Ранние линии для ламинированного стекла часто грешили 'мёртвыми зонами' в печах – участками, где температура плавала на 2-3°C. Казалось бы, мелочь, но именно это вызывало пузыри на углах триплекса после года эксплуатации. ООО Дунгуань Хуацай Интеллектуальные Технологии (бывшая Шэньчжэнь Хуацай) с 2013 года внедряет систему термопар с поправкой на инерционность – не идеально, но снижает брак на 17% даже при скачках напряжения.
Однажды пришлось переделывать вакуумную камеру для завода в Подмосковье: их старое итальянское оборудование не выдерживало местную влажность. Добавили дополнительный контур осушения – не по паспорту, но сработало. Такие моменты не найдёшь в каталогах производителей, только в полевых условиях.
Сейчас многие гонятся за автоматизацией, но для средних цехов иногда выгоднее полуавтоматические линии. Например, наш модуль предварительной сборки стёкол с датчиками смещения – не суперсовременный, зато ремонтопригодный силами местных техников. Это важнее, чем рекордная скорость цикла.
Критерии выбора оборудования
При оценке производителей смотрю не на цену, а на три вещи: конструкцию роликов печи (должны быть съёмные сегменты для чистки), логику ПЛК (программируемые контроллеры) и – что редко упоминают – совместимость с местными химреактивами. Например, китайские линии изначально рассчитаны на их этиленвинилацетат, а под нашу ПВБ-плёнку нужна перенастройка температурного профиля.
На сайте huacai-glass.ru мы выложили схемы адаптаций для российского сырья – не реклама, а скорее шпаргалка для техников. Кстати, наш инженер Михаил (работал на немецких заводах) добавил в печи термоэкран из керамического волокна – простое решение, но продлило жизнь нагревателям на 30%.
Вакуумные насосы – отдельная боль. Европейские дороги в обслуживании, а китайские шумят как трактор. Пришлось разработать гибрид: немецкий ротор в корпусе с шумоизоляцией нашего производства. Не патентуем, но делимся с клиентами – в отрасли надо делиться мелочами, иначе все будем наступать на одни грабли.
Реальные кейсы и ошибки
В 2019 поставили линию для ламинированного стекла в Казань – заказчик требовал скорость 120 циклов/час. Увеличили скорость конвейера, но не учли, что ПВБ-плёнка не успевает прогреваться в центре пакета. Пришлось снижать темп до 90 циклов и добавлять ИК-нагреватели по бокам. Вывод: иногда техзадание надо корректировать, а не слепо выполнять.
А вот провал с 'умной' системой диагностики: в 2021 пытались внедрить ИИ для предсказания поломок. Датчики вибрации на подшипниках печи выдавали ложные срабатывания из-за вибрации от цехового крана. Отказались, вернулись к ежесменному визуальному контролю – старомодно, но надёжно.
Сейчас тестируем модуль сухой очистки стёкол перед ламинацией. Пыль – главный враг адгезии, но мойка с обессоленной водой не всегда доступна. Пока результаты спорные: на стёклах с низкоэмиссионным покрытием остаются микроцарапины. Дорабатываем щётки из антистатического ворса.
Сервис как критичный компонент
Производители линий для ламинированного стекла часто экономят на сервисных инструкциях. Мы перевели все мануалы на русский с примерами из местной практики: как заменить ТЭН печи без полной разборки, чем чистить резиновые прижимы после использования российских герметиков. Мелочь? Но именно из-за таких мелочей линии простаивают неделями.
Держим склад запчастей в Подольске – не все позиции, но самые ходовые: термопары, ролики конвейера, датчики уровня вакуума. Это дороже, чем завозить под заказ, заказчики ценят, когда поломку устраняют за 2 дня, а не за 2 месяца.
Обучаем техников на месте: показываем, как калибровать датчики температуры без фирменного оборудования – с помощью эталонного термометра и термопасты. Не по учебнику, зато работает.
Тенденции и личные наблюдения
Сейчас мода на 'зелёные' технологии – производители хвастаются энергоэффективностью. Но на деле экономия в 5-7% достигается не столько за счет технологий, сколько за счет грамотной теплоизоляции кожухов. Мы используем базальтовые маты вместо минеральной ваты – держат температуру дольше, хоть и дороже на 15%.
Заметил, что молодые инженеры слишком доверяют цифровым панелям управления. А старые мастера до сих пор проверяют температуру термокрасками – и иногда выявляют погрешности до 4°C. Цифра – это хорошо, но физику не обманешь.
Интеграция научных исследований в производство – это не про напыление нанопокрытий, а про такие простые вещи, как подбор режимов ламинации для стёкол разной толщины в одном пакете. Наш софт позволяет строить температурные карты для нестандартных комбинаций – функция, которую оценили даже скептики.
Что в итоге?
Выбор производителя – это не сравнение характеристик в таблице. Это понимание, кто поможет, когда в -30°C заклинит вакуумный затвор, или почему после замены партии плёнки пошла волна на склейке. Мы в ООО Дунгуань Хуацай Интеллектуальные Технологии за 15 лет накопили библиотеку таких нетиповых решений – возможно, поэтому нас выбирают не самые крупные, но самые прагматичные клиенты.
Главный урок: идеальных линий не бывает. Бывают те, чьи слабые места ты знаешь и умеешь с ними работать. И иногда простая замена материала прижимной рамки на более гибкий даёт больший эффект, чем апгрейд всей системы управления.
Сейчас работаем над модулем для ламинации гнутых стёкол – пока сыровато, но уже есть обнадёживающие результаты с радиусами от 500 мм. Если интересно – заходите на huacai-glass.ru, там выложили чертежи и видео тестовых циклов. Не шедевр, но честная работа.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Осушитель
Осушитель -
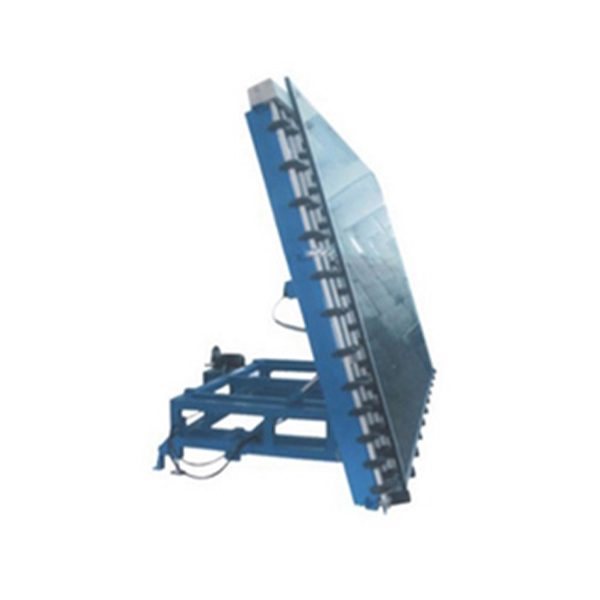 Стол для переворота стекла
Стол для переворота стекла -
 Автоматический вакуумный подъемник с присосками
Автоматический вакуумный подъемник с присосками -
 Стандартный нагревательный роликовый пресс
Стандартный нагревательный роликовый пресс -
 Компрессор
Компрессор -
 Совершенно новая индивидуальная модель
Совершенно новая индивидуальная модель -
 JZ2860 гомогенизатор
JZ2860 гомогенизатор -
 Подъемник
Подъемник -
 Платформа для погрузки и разгрузки
Платформа для погрузки и разгрузки -
 Полуавтоматический вакуумный подъемник для стекла
Полуавтоматический вакуумный подъемник для стекла -
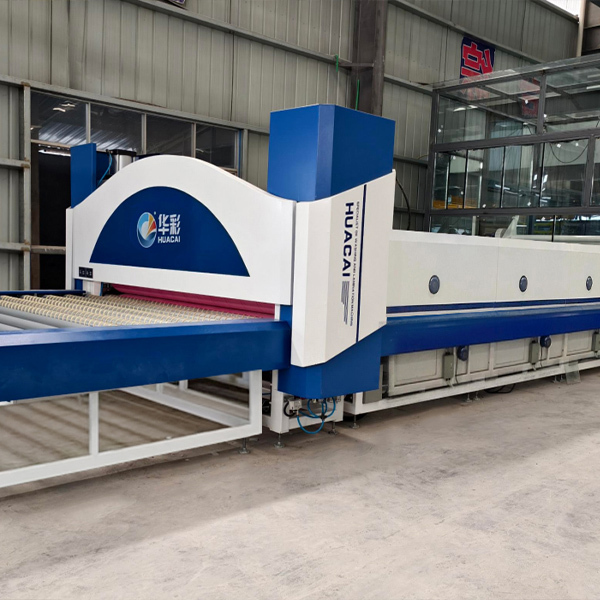
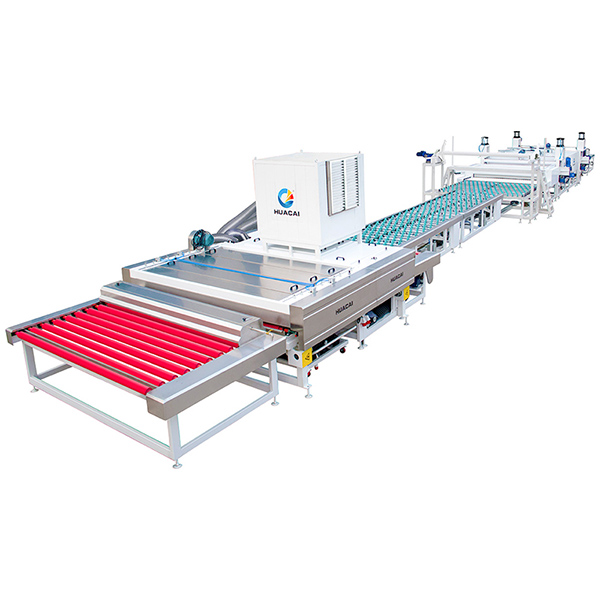
 Линия для производства плоского ламинированного стекла
Линия для производства плоского ламинированного стекла -
 Серии для смешивания и подачи в бак
Серии для смешивания и подачи в бак
Связанный поиск
Связанный поиск- Высококачественная обработка стекла vertmax
- Превосходные детали для обработки стекла
- Ведущий покупатель горизонтальных стеклянных моек
- станки для обработки стекла б у
- Знаменитая печь для термообработки
- Знаменитые автоматические линии по производству стеклянной воды
- Высококачественные столы для загрузки и выгрузки стекла
- Производители печей для термообработки металлов
- Линия производства стекла OEM
- Купить прослойку для пвб стекла






