


Поставщики материалов для обработки стекла
Когда говорят о поставщиках материалов для обработки стекла, многие сразу представляют каталоги с бесконечными позициями абразивов или химических составов. Но на деле ключевая проблема — не в ассортименте, а в том, как эти материалы ведут себя в реальных условиях цеха. Например, тот же полировальный паст на основе церия может давать разный результат даже при одинаковой зернистости — всё зависит от влажности в помещении и скорости вращения шпинделя. Я не раз сталкивался с ситуацией, когда заказчик ругал ?некачественный материал?, а после диагностики оказывалось, что проблема в неправильной настройке температуры воды при охлаждении.
Критерии выбора поставщиков: не только цена
В 2012 году мы работали с немецкими абразивными лентами для кромки — казалось бы, эталон качества. Но при обработке закалённого стекла толщиной свыше 12 мм возникали микротрещины. После месяца экспериментов выяснилось: европейские нормы допускают колебания твёрдости связки в пределах 5%, а для наших станков критичен разброс не более 2%. Пришлось перейти на менее раскрученного, но более стабильного турецкого производителя.
Сейчас при подборе поставщиков материалов для обработки стекла мы всегда запрашиваем не только сертификаты, но и протоколы заводских испытаний на совместимость с конкретными марками стекла. Особенно важно это для вакуумных присосок — китайские аналоги часто имеют заявленную грузоподъёмность, но ?не держат? стекло с низкоэмиссионным покрытием из-за разницы в коэффициенте трения.
Кстати, о вакуумных присосках: их ресурс сильно зависит не столько от качества силикона, сколько от регулярности замены фильтров в вакуумной системе. Мы как-то потеряли целую партию стекла из-за того, что техник экономил на фильтрах, списав проблему на ?плохие присоски от нового поставщика?.
Оборудование как часть уравнения
Когда ООО Дунгуань Хуацай Интеллектуальные Технологии предлагает свои станки для обработки, многие упускают, что совместимость материалов с оборудованием — это двухсторонний процесс. Например, их ЧПУ-станки для фацета требуют использования алмазных головок с определённым углом заточки — если поставить универсальные, ресурс снижается на 30%.
На их сайте https://www.huacai-glass.ru есть технические спецификации, но мало кто читает раздел ?Рекомендованные расходники?. А там, между прочим, указаны даже параметры водяных фильтров для системы охлаждения — мелочь, которая влияет на стабильность полировки больше, чем бренд пасты.
Помню, как в 2019 году мы тестировали их линию для термоупрочнения — пришлось трижды менять поставщиков материалов для кварцевых роликов, пока не нашли вариант с оптимальным тепловым расширением. Производитель оборудования давал общие рекомендации, но детали пришлось подбирать методом проб и ошибок.
Химические составы: где кроются подводные камни
С моющими средствами для стекла история отдельная. Казалось бы, что сложного? Но один случай запомнился надолго: закупили концентрат для очистки от защитной плёнки у нового поставщика. По паспорту — нейтральный pH, но при разбавлении жёсткой водой выпадал осадок, который оставлял белёсые разводы на LOW-E стекле. Пришлось разрабатывать систему умягчения воды — дополнительные расходы, которых можно было избежать.
Сейчас мы всегда тестируем химию на образцах именно того стекла, которое идёт в производстве. Не доверяем общим сертификатам — слишком много переменных: от минерализации воды до времени контакта.
Кстати, ООО Дунгуань Хуацай предлагает неплохие готовые решения для промывки стекла, но их составы лучше работают в связке с их же оборудованием. Пытались адаптировать под другие линии — результат хуже на 15-20%.
Логистика и хранение: неочевидные факторы
С абразивными инструментами есть нюанс: их характеристики меняются при длительном хранении в неправильных условиях. Как-то получили партию алмазных кругов из Юго-Восточной Азии — вроде бы всё по спецификации. Но при первом же использовании заметили повышенный износ. Оказалось, круги месяц пролежали в портовом складе при влажности 85%, хотя производитель указывал максимальные 60%.
Теперь всегда оговариваем условия транспортировки и имеем на производстве климат-контроль для складирования расходников. Да, это удорожает себестоимость, но снижает брак.
Интересно, что у поставщиков материалов для обработки стекла из Китая часто нет чётких протоколов хранения — приходится самим разрабатывать. Европейские производители в этом плане более дисциплинированы, но их продукция дороже в 1.5-2 раза.
Персонал и обучение
Самая большая ошибка — считать, что материалы работают сами по себе. В 2016 году мы внедряли новую полировальную пасту — технология обещала увеличение скорости обработки на 25%. Но операторы продолжали работать по старым настройкам, в результате — перегрев и трещины. Пришлось организовывать отдельные тренинг-сессии с представителем поставщика.
Сейчас при смене поставщиков материалов обязательно проводим тестовые смены с фиксацией всех параметров. Заметил, что лучше всего вести журнал применения каждого типа расходников — это помогает выявлять закономерности.
Кстати, на сайте https://www.huacai-glass.ru есть видеоинструкции по настройке оборудования под разные материалы, но они больше подходят для базового обучения. Для сложных случаев мы договариваемся о выездных семинарах.
Экономика vs качество
Всегда есть соблазн сэкономить на расходниках. Но наш опыт показывает: дешёвые отрезные круги для стекла в итоге обходятся дороже из-за повышенного расхода и брака. Как-то провели калькуляцию — использование китайских кругов эконом-класса давало экономию 15% на закупке, но увеличивало количество микросколов на 40%.
С другой стороны, не всегда дорогие европейские материалы оправданы. Для простых операций вроде резки оконного стекла подойдут и более доступные аналоги. Главное — не смешивать в одном процессе материалы разного ценового сегмента.
У ООО Дунгуань Хуацай Интеллектуальные Технологии в этом плане грамотный подход: они предлагают линейки материалов разного уровня — от базовых до премиальных, с чёткими рекомендациями по области применения. Это удобнее, чем работать с десятком разных поставщиков.
Заключительные мысли
За 15 лет работы в отрасти пришёл к выводу: идеальных поставщиков материалов для обработки стекла не существует. Каждый случай требует индивидуального подхода и тестирования. Важно не просто купить материал, а понять его поведение в конкретных производственных условиях.
Сейчас мы держим трёх основных поставщиков — для разных типов задач. Это даёт гибкость и страхует от ситуаций, когда один из них не может выполнить заказ в срок.
И да — никогда не пренебрегайте мелочами вроде условий хранения или совместимости с водой. Именно они часто определяют успех или провал всей технологической цепочки.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Оборудование для производства стекла с промежуточным слоем PVB
Оборудование для производства стекла с промежуточным слоем PVB -
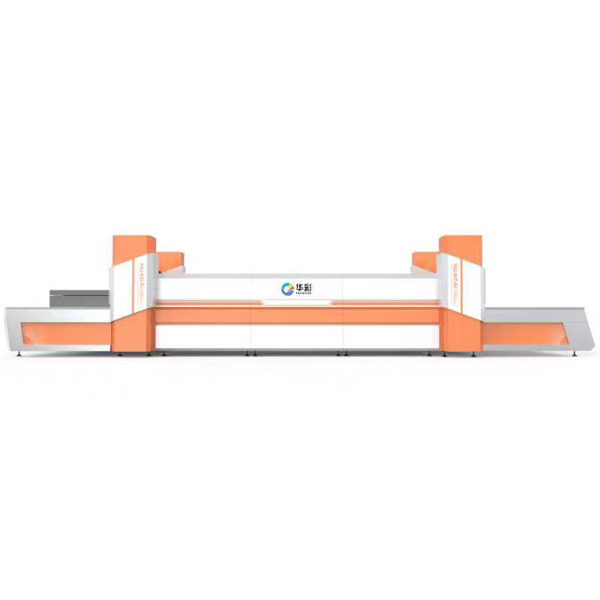
 Пресс с принудительной конвекцией
Пресс с принудительной конвекцией -
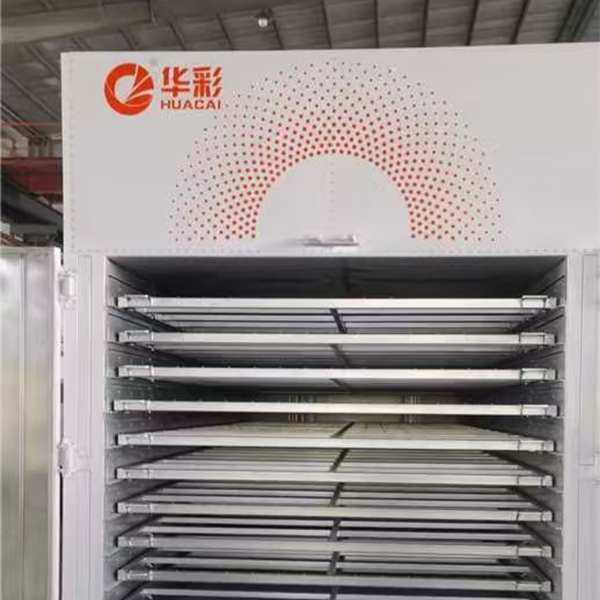 Печь для полимеризации
Печь для полимеризации -
 Платформа для погрузки и разгрузки
Платформа для погрузки и разгрузки -
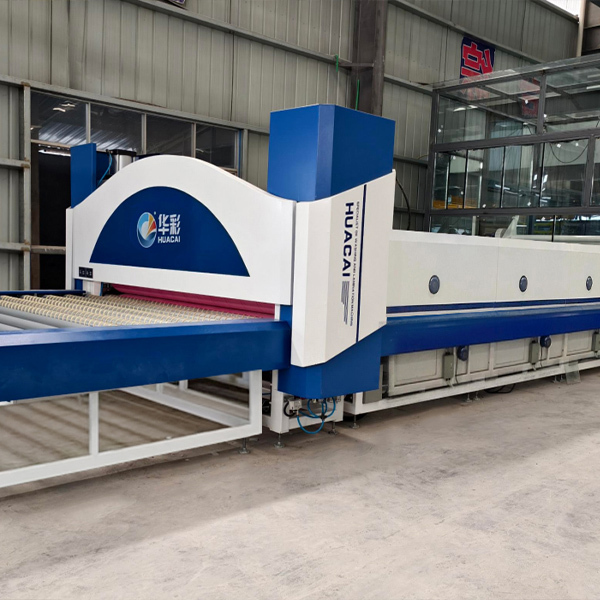
 Нагревательный валковый пресс с принудительной воздушной конвекцией
Нагревательный валковый пресс с принудительной воздушной конвекцией -
 Серия производственных линий для огнестойкого стекла
Серия производственных линий для огнестойкого стекла -
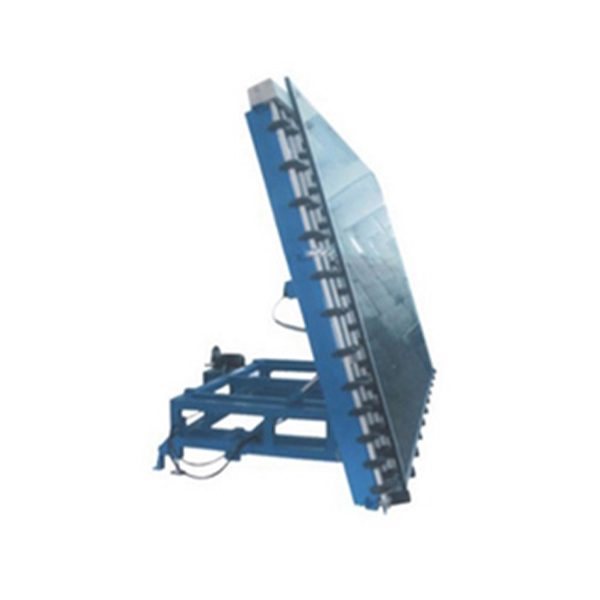 Стол для переворота стекла
Стол для переворота стекла -
 Двухвентиляторная система для чистки стекла
Двухвентиляторная система для чистки стекла -
 Компрессор
Компрессор -
 Линия для производства плоского ламинированного стекла
Линия для производства плоского ламинированного стекла -
 Совершенно новая индивидуальная модель
Совершенно новая индивидуальная модель -
 Двухступенчатая роликовая пресса
Двухступенчатая роликовая пресса
Связанный поиск
Связанный поиск- OEM стеклоподъемник
- OEM обработка стекла
- завод обработки стекла
- Китай обработка стекла фасочный станок
- Ведущие закалочные печи для термообработки стали
- Линии для производства ламинированного стекла в Китае
- Купить Линия ламинирования стекла
- Знаменитая резка и обработка стекла
- Мини-печь для закалки стекла в Китае
- Купить печь для закалки






