


Производитель электрических подъемно-поворотных устройств для закалочных печей
Когда слышишь про производителей электрических подъемно-поворотных устройств, многие сразу представляют себе стандартные подъемники с парой моторов — мол, ничего сложного. Но в закалочных печах, особенно для стекла, малейший перекос при подъеме створки ведет к деформации всей конструкции. Помню, в 2015 году мы ставили экспериментальный механизм на печь в Липецке — клиент жаловался, что после 30 циклов нагрева направляющие начинают ?играть?. Оказалось, терморасширение не учли в расчётах.
Почему электрические механизмы — не панацея
В индустрии до сих пор жив миф, что электрические подъемно-поворотные устройства достаточно просто подключить к сети — и они десятилетиями будут работать. На деле же ресурс сильно зависит от частоты циклов ?нагрев-охлаждение?. Например, для печей с температурой от 680°C мы всегда добавляем дублирующие термодатчики на редукторы — иначе подшипники клинит после полугода эксплуатации.
Кстати, про подшипники: их смазка должна выдерживать не только температуру, но и агрессивную среду — в цехах часто бывает концентрация абразивной пыли. Однажды пришлось полностью менять систему защиты на устройствах для завода в Татарстане, потому что заказчик сэкономил на кожухах. Результат — простой на 11 дней.
Самое сложное — синхронизация движения створок при ширине проёма свыше 4 метров. Если левый и правый приводы работают с рассинхроном даже в 2-3 мм — рама печи постепенно ?уходит?. Мы в таких случаях ставим два независимых контроллера с перекрёстной диагностикой.
Как мы перешли от ремонта к проектированию
До 2012 года наша компания в основном занималась модернизацией готовых подъемно-поворотных устройств — часто переделывали китайские аналоги. Но потом столкнулись с тем, что базовая конструкция не позволяет увеличить грузоподъёмность без замены всей системы. Пришлось разрабатывать собственные чертежи — за основу взяли немецкие рельсовые направляющие, но усилили узлы крепления.
Сейчас наше производство в Дунгуане (ООО Дунгуань Хуацай Интеллектуальные Технологии) выпускает механизмы с расчётным ресурсом 100 000 циклов — проверяли на тестовом стенде с имитацией вибрации. Важно, что мы сразу проектируем системы под конкретную марку стали — для печей с газовой атмосферой идёт нержавейка AISI 321, для электрических достаточно углеродистой стали с антикоррозионным покрытием.
Кстати, ошибочно думать, что для всех закалочных печей подходят одинаковые решения. Для горизонтально загружаемых печей нужен другой тип подвеса створки — мы делаем L-образные кронштейны с противовесом, чтобы исключить провисание.
Типичные ошибки при монтаже
Самая частая проблема — неправильная центровка перед первым пуском. Монтажники иногда экономят время и не проверяют соосность валов лазерным нивелиром. Последствия проявляются не сразу — через 2-3 месяца появляется вибрация. В прошлом году на объекте в Казани пришлось демонтировать уже установленное электрическое подъемно-поворотное устройство из-за перекоса всего на 1.5°.
Ещё момент — заземление. Электроприводы чувствительны к скачкам напряжения, а в цехах с мощным оборудованием часто бывают помехи. Мы всегда рекомендуем ставить отдельный заземляющий контур — даже если проектировщики его не предусмотрели.
И да, никогда не используйте стандартные кабельные каналы для прокладки проводки к приводам — только термостойкие гофры. Видел случай, когда изоляция плавилась от тепла, идущего от печи даже через изоляцию.
Кейс: модернизация на стекольном заводе под Нижним Новгородом
В 2021 году переоборудовали три закалочные печи — старые механизмы 1990-х годов уже не держали точность позиционирования. Основная сложность была в том, что новые устройства нужно было вписать в существующие проёмы без изменения несущих конструкций.
Сделали индивидуальные крепления с плавающими площадками — это позволило компенсировать отклонения в 15-20 мм по осям. Кстати, именно тогда отказались от цепных передач в пользу шарико-винтовых пар — КПД вырос на 18%, но пришлось увеличить мощность моторов.
После запуска заметили интересный эффект — снизился расход электроэнергии на цикл закалки. Оказалось, более точное позиционирование створки уменьшает теплопотери при загрузке. Мелочь, но за год экономия составила около 340 000 рублей на одной печи.
Перспективы и ограничения технологии
Сейчас экспериментируем с системой прогнозирования износа — устанавливаем датчики вибрации на редукторы и собираем статистику. Пока рано говорить о результатах, но уже видно, что подшипники скольжения изнашиваются на 30% быстрее шариковых в условиях перепадов температур.
Ещё одна задача — уменьшить массу механизмов без потери прочности. Пробовали использовать алюминиевые сплавы — не подходят из-за ползучести при длительном нагреве. Возможно, стоит посмотреть на титановые сплавы, но пока это экономически нецелесообразно.
Из объективных ограничений — для печей высотой более 6 метров электрические подъемно-поворотные устройства приходится делать с дополнительными промежуточными опорами, что усложняет конструкцию. Иногда логистичнее использовать гидравлику, но тогда теряем в точности позиционирования.
Что важно при выборе поставщика
Работая с ООО Дунгуань Хуацай Интеллектуальные Технологии (https://www.huacai-glass.ru), мы убедились — производитель должен иметь собственное конструкторское бюро. Готовые решения из каталогов редко учитывают нюансы конкретного производства. Например, для печей с вертикальной загрузкой мы разрабатываем механизмы с изменяемым углом поворота — стандартные 90° подходят не всегда.
Всегда просите предоставить отчёт по испытаниям на ресурс — особенно важно поведение механизма при экстремальных температурах. Наш стандартный тест — 72 часа непрерывной работы при +80°C в камере тепла.
И последнее — смотрите на наличие сервисных инженеров. Случалось, что для простой замены датчика положения приходилось ждать специалиста из другого региона 2 недели. Теперь в контракте сразу прописываем наличие запасных частей на складе в регионе.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 JZ2860 гомогенизатор
JZ2860 гомогенизатор -
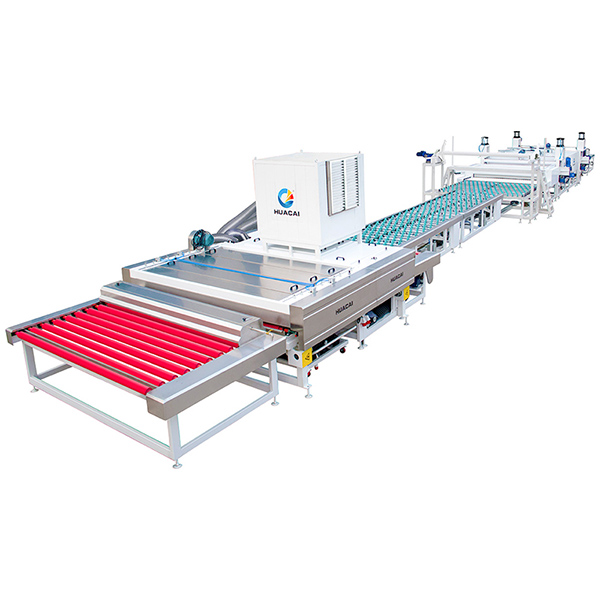 Линия для производства плоского и изогнутого ламинированного стекла
Линия для производства плоского и изогнутого ламинированного стекла -
 Однолинейный вакуумный подъемник для стекла
Однолинейный вакуумный подъемник для стекла -
 Совершенно новая индивидуальная модель
Совершенно новая индивидуальная модель -
 Платформа для погрузки и разгрузки
Платформа для погрузки и разгрузки -
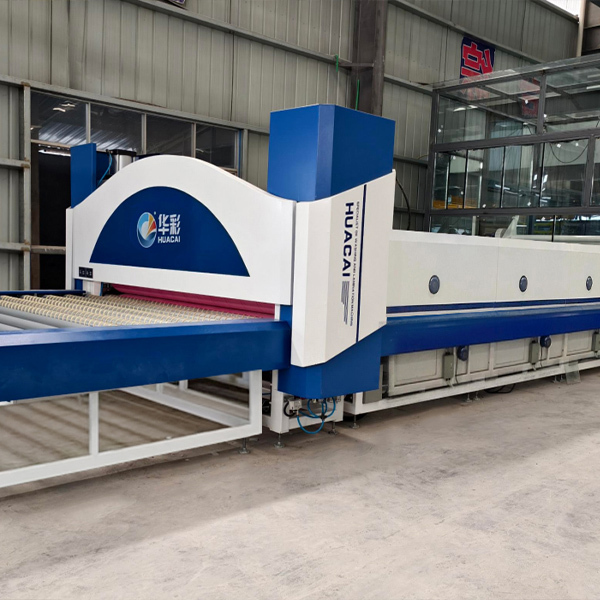
 Станок для прокатки стеклянных ламинированных панелей с криволинейной и плоской поверхностью
Станок для прокатки стеклянных ламинированных панелей с криволинейной и плоской поверхностью -
 Линия для производства плоского ламинированного стекла
Линия для производства плоского ламинированного стекла -
 DN3300×7000 автоклав высокого давления
DN3300×7000 автоклав высокого давления -
 Гомогенизатор
Гомогенизатор -
 Стеклоочистная машина для LOW-E стекла
Стеклоочистная машина для LOW-E стекла -
 Пресс с принудительной конвекцией
Пресс с принудительной конвекцией -
 Подъемник
Подъемник
Связанный поиск
Связанный поиск- Высококачественные печи для закалки стекла
- Ведущий покупатель закалочных печей для термообработки стали
- Поставщики методов обработки стекла
- Ведущие станки для пескоструйной обработки стекла
- Отличная обработка стекла закаливание
- методы обработки стекла
- Отличная электрическая камерная закалочная печь
- Автоклавы для ламинирования стекла в Китае
- Ведущий покупатель машин для производства ламинированного стекла
- Знаменитые автоклавы для ламинированного стекла






