


Производитель машин для намотки пленки пвб
Когда слышишь ?производитель машин для намотки пленки ПВБ?, многие сразу представляют гигантские конвейеры с роботами — но в реальности даже хороший полуавтомат требует тонкой настройки под конкретный тип стекла. Мы в ООО Дунгуань Хуацай Интеллектуальные Технологии с 2008 года через ошибки поняли: ключ не в скорости, а в стабильности натяжения пленки.
Почему ПВБ-оборудование — это не ?просто вал и мотор?
В 2015-м мы поставили линию для завода в Подмосковье — клиент жаловался на пузыри после ламинации. Оказалось, проблема не в печи, а в микроскопических отклонениях натяжения пленки. Пришлось переделывать систему датчиков: стандартные решения не учитывали влажность цеха.
Сейчас используем калибровочные таблицы для разных партий пленки — например, для Eastman и Kuraray нужны разные профили скорости. Кстати, это одна из причин, почему мы интегрируем ЧПУ в базовые модели: ручные регуляторы уже не справляются с современными допусками.
Кто-то говорит ?достаточно купить китайский аналог?, но ведь разница в том, что мы 16 лет адаптируем оборудование под российское сырье. Тот же ПВБ от ?Уралхимпласта? ведет себя иначе, чем корейский — особенно зимой при перепадах температур.
Как избежать типичных провалов при выборе оборудования
Самая грубая ошибка — гнаться за дешевыми решениями без тестовых запусков. В 2019-м один уральский комбинат купил ?эконом-версию? без вакуумной системы позиционирования — в итоге 23% брака по краевым дефектам. Пришлось демонтировать и ставить нашу HC-GLASS-274 с доработанными прижимными валами.
Заметил интересное: клиенты часто экономят на системе очистки стекла перед намоткой. Казалось бы, мелочь — но пылинка 0.2 мм рвет пленку при скорости выше 3 м/мин. Теперь в базовую комплектацию включаем ионные обдувы — сэкономили партнерам из Татарстана 11% на перерасходе пленки.
Кстати, о скорости — оптимальной считаем 2.5-4 м/мин для триплекса до 8 мм. Выше уже нужны прецизионные подшипники, которые мы заказываем у шведов. Хотя пробовали и японские, но под нагрузкой в -35°C (такие бывают в неотапливаемых цехах) они шумят.
Почему сервис важнее ?новизны? модельного ряда
На сайте https://www.huacai-glass.ru мы специально не выпячиваем ?инновации? — потому что знаем: клиенту нужна гарантия, что через полгода ему поменяют вышедший из строя энкодер. В прошлом году переоснастили сервисный центр в Новосибирске — теперь инженеры выезжают с тестовыми наборами пленки для диагностики на месте.
Коллеги из Европы часто удивляются, почему мы храним запчасти 10-летней давности. А как иначе? Линия 2012 года выпуска до сих пор работает в Казани — просто мы трижды модернизировали ее систему управления. Последний раз ставили отечественные контроллеры вместо снятых с производства немецких.
И да, послепродажка — это не только ремонт. Мы обучаем технологов работать с журналом параметров: температура в цехе, партия пленки, даже направление намотки влияют на результат. Бесплатно обновляем ПО — вот недавно для HC-GLASS-300 добавили компенсацию сезонной влажности.
Конкретные кейсы: где теория сталкивается с практикой
В 2021-м для производителя стеклопакетов из СПб делали кастомную машину — требовалась намотка с одновременной продольной резкой. Пришлось ставить два независимых мотора с синхронизацией через ПЛК. Интересно, что изначально клиент хотел сэкономить на системе синхронизации — хорошо, что уговорили на пробный запуск.
А вот неудачный пример: в 2016-м пытались удешевить конструкцию, используя полимерные направляющие вместо алюминиевых. Через 8 месяцев эксплуатации в цехе с агрессивной средой они деформировались — вернулись к проверенной схеме с анодированными профилями.
Сейчас тестируем систему лазерного контроля равномерности натяжения — пока сыровата для серийного производства, но на экспериментальной линии в Дунгуане уже дает погрешность всего 0.03%. Если доведем до ума, сможем отказаться от механических датчиков.
Что в итоге делает производителя надежным партнером
Не титулы ?инновационной компании?, а понимание, что машина для намотки пленки ПВБ — это живой организм. Мы в ООО Дунгуань Хуацай Интеллектуальные Технологии даже для базовых моделей держим запасные узлы на 5 лет вперед — знаем по опыту, что оборудование работает по 12-15 лет.
Главное — не бояться доработок. Стандартная HC-GLASS-250 у нас имеет 14 модификаций под разные типы производств. Для арктических регионов, например, ставим подогрев валов — иначе пленка трескается при -40°C.
Сейчас смотрю на наши последние поставки в Ленинградскую область — там технологи научились сами менять параметры под каждую партию стекла. Это и есть идеальный результат: когда оборудование становится не ?черным ящиком?, а инструментом. Наверное, ради этого мы и работаем.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 PVB пленка
PVB пленка -
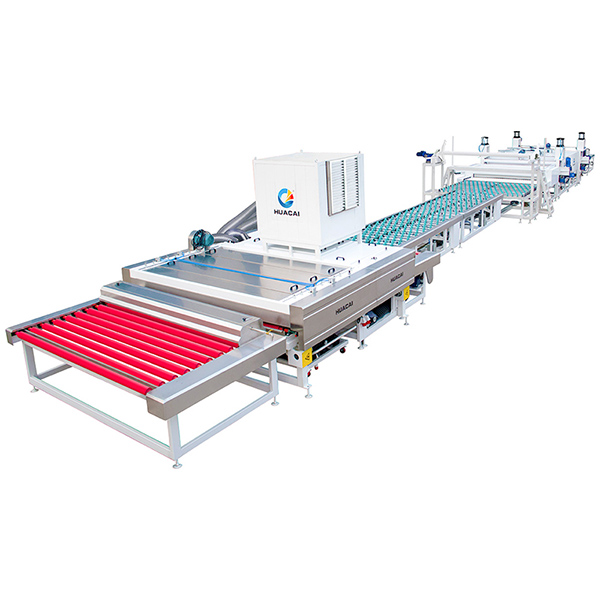
 Линия для производства плоского ламинированного стекла
Линия для производства плоского ламинированного стекла -
 Автоматический ПВБ пленочный укладчик для стекла
Автоматический ПВБ пленочный укладчик для стекла -
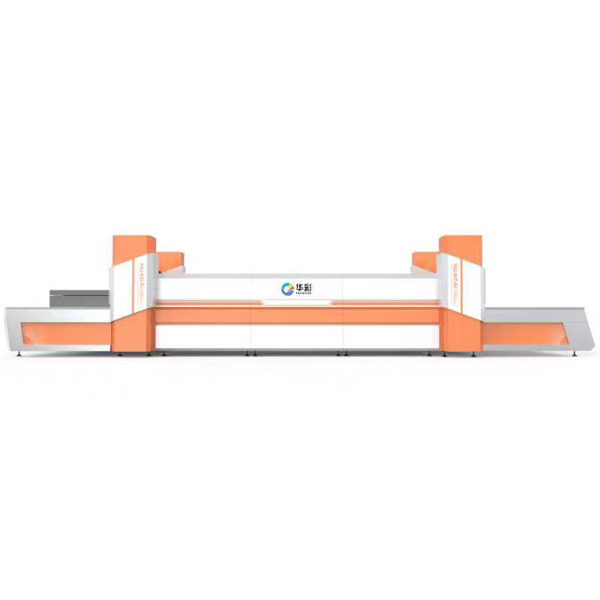
 Пресс с принудительной конвекцией
Пресс с принудительной конвекцией -
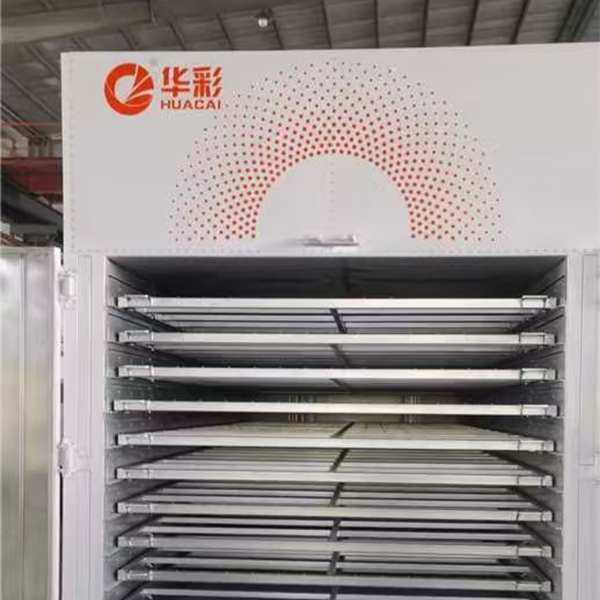 Печь для полимеризации
Печь для полимеризации -
 Двухступенчатая роликовая пресса
Двухступенчатая роликовая пресса -
 Нагревательный валковый пресс с независимым температурным контроллером
Нагревательный валковый пресс с независимым температурным контроллером -
 Гомогенизатор
Гомогенизатор -
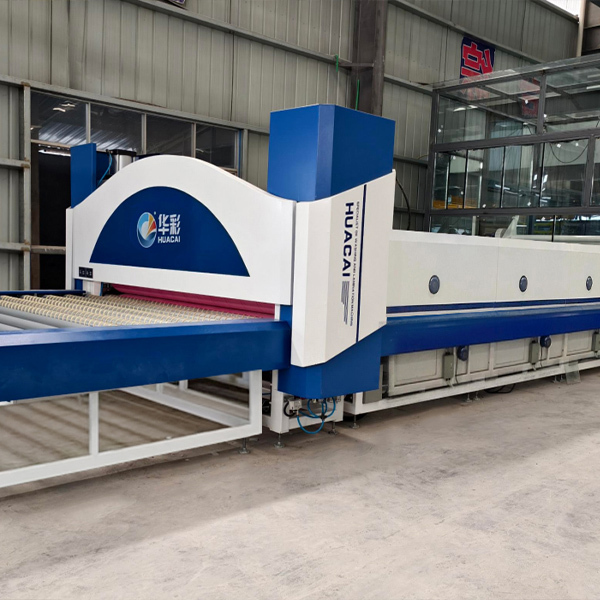
 Станок для прокатки стеклянных ламинированных панелей с криволинейной и плоской поверхностью
Станок для прокатки стеклянных ламинированных панелей с криволинейной и плоской поверхностью -
 Автоклав высокого давления
Автоклав высокого давления -
 Однолинейный вакуумный подъемник для стекла
Однолинейный вакуумный подъемник для стекла -
 JZ2860 гомогенизатор
JZ2860 гомогенизатор
Связанный поиск
Связанный поиск- Знаменитые печи для закалки
- Производители печей для термообработки металлов
- Отличная закалочная печь
- Ведущий покупатель печей для производства ламинированного стекла
- Купить стекло и зеркало обработки машины
- Высококачественная обработка стекла vertmax
- Производитель закалочных печей для термообработки стали
- Знаменитые машины для мойки стекла
- Приобретение электрического подъемно-поворотного устройства для закалочной печи
- Производители машин для прокатки стекла






